Типы фрезерных станков и их назначение
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Характеристика
Данный тип фрезеров является довольно разнообразным как по своему уровню технической оснащенности, так и по габаритам. В первую очередь основными характеристиками можно назвать скорость вращения режущих элементов, итоговый вес и возможности конструкции. Продольно-фрезерные станки, как и любые другие типы этой техники, позволяют быстро работать с разными материалами, добиваясь хорошего результата, который может окупить затраты в первые месяцы эксплуатации.
Отечественный рынок данного вида техники имеет большое количество представителей, поэтому каждый производитель пытается сделать ассортимент особенным. В связи с этим повышается разнообразие и спецификация фрезеров, поэтому их выбор ограничивается лишь вашими предпочтениями.

Продольно фрезерный станок: модели, характеристики

Цена по запросу
- Обработка горизонтальных и вертикальных плоскостей
- Одностоечные и двухстоечные
- Размеры стола от 320 x 1000 мм
- Горизонтальный или вертикальный шпиндель
Лизинг

Трейд ин

Рассрочка

Доставка

Купить продольно фрезерный станок
Продольно фрезерный станок имеет стол, который может перемещаться только в одном — продольном направлении. Вертикальное и поперечное перемещения получают шпиндельные бабки и шпиндели. Продольно фрезерные станки строят одностоечными (рис. 1) и двухстоечными (рис. 2) с размерами стола от 320 x 1000 мм (например фрезерный станок 6303), до 3600 x 12000 мм (например фрезерный станок 6682).
На каждой стойке располагаются шпиндельные бабки с горизонтальными шпинделями, а в некоторых моделях — еще и траверса (поперечина), на которой монтируются шпиндельные бабки с вертикальными шпинделями.
При наладке продольно фрезерного станка шпиндельные бабки с горизонтальными шпинделями можно перемещать по стойкам вверх и вниз, шпиндельные бабки с вертикальными шпинделями — влево и вправо по траверсе, а вверх и вниз вместе с ней.

Рис. 1. Одностоечный продольно фрезерный станок 6641: 1 — станина; 2 — стол; 3 — стойка; 4 — шпиндельная бабка; 5 — траверса (поперечина).
Все эти движения производятся механически. Кроме того, каждый шпиндель может выдвигаться из бабки, а сама шпиндельная бабка во многих моделях продольно фрезерных станков может поворачиваться в одну и другую сторону от своего среднего положения на угол до 30°.
На продольно фрезерных станках обрабатывают как цилиндрическими так и торцовыми фрезами; эти станки используются для обработки горизонтальных и вертикальных плоскостей разнообразных деталей (главным образом, в серийном и массовом производстве).

Рис. 2. Двухстоечный продольно фрезерный станок с двумя вертикальными и двумя горизонтальными шпинделями: 1 — станина; 2 — стол; 3 — шпиндельная бабка; 4 — траверса (поперечина); 5 — стойка. 6 — поперечная балка, соединяющая стойка.
На рис. 3 показана кинематическая схема двухстоечного продольно фрезерного станка 6605 без траверсы, имеющего две бабки с горизонтальными шпинделями. Шпиндели станка получают 16 скоростей вращения по схеме: электродвигатель D1 (N = 7 кВт, n = 1460 об/мин) — зубчатые передачи 23/51 * 26/37 — двойной блок, дающий два переключения 26/37 или 30/30 между валами III и ІV — двойной блок на валу IV, передающий движение на вал V посредством пары 26/37 или 33/30 — двойной блок 23/40 или 37/26 между валами V и VІ. С вала VІ вращение передается через вал VII на вал VIII посредством зубчатых передач 26/47 * 23/84 или 40/33 * 47/60.

Рис. 3. Кинематическая схема двухстоечного продольно фрезерного станка 6605.
Продольные перемещения стол получает через червячно-реечный привод при включенной электромагнитной муфте М1 рабочего хода от электродвигателя постоянного тока D2, числа оборотов которого можно бесступенчато изменять в пределах 21. 1600 об/мин. В соответствии с этим скорости рабочей подачи можно настраивать в пределах
Sp = (21. 1600) * 26/80 * 80/50 * 20/46 * 46/50 * 17/63 * 15/45 * 24/24 * 25,12 ≈ (10. 750) мм/мин.
Быстрые перемещения стола осуществляются от того же электродвигателя при 2390 об/мин по более короткой кинематической цепи, при выключении муфты М1 и включении электромагнитной муфты быстрых ходов М2
Sб.х. = 2390 * 26/80 * 80/50 * 20/46 * 15/45 * 24/24 * 25,12 = 4500 мм/мин.
Вертикальные перемещения шпиндельные бабки получают от электродвигателя постоянного тока D3 со скоростью
Sв = (1600; 2500) * 43/43 * 1/28 * 28/25 * 12 = 768; 1200 мм/мин
Муфты М3 и М4 служат для предохранения соответствующих кинематических цепей от перегрузок.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
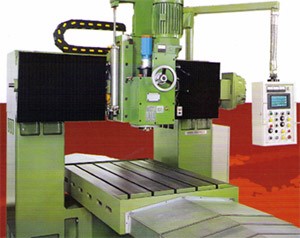
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Продольно фрезерный станок
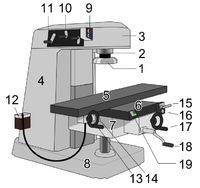
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель — полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем — стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок


Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
Токарно-фрезерные обрабатывающие центры
Токарно-фрезерный обрабатывающий центр может осуществлять как точение, так и фрезерование. Используется в основном для обработки сложных деталей, и как альтернатива револьверным станкам.
2 Самые распространенные фрезерные станки
Наибольшей востребованностью пользуются консольные установки. Их особенность – расположение на консоли салазок и рабочей поверхности, которая способна передвигаться при выполнении металлообрабатывающей операции по трем направлениям (вертикально, продольно, поперечно). Такие станки служат базой для производства различного фрезерного оборудования. На их основе выпускаются установки с ЧПУ, гравировальные и копировально-фрезерные агрегаты. Заметим, что почти любой широкоуниверсальный агрегат является консольным. Его применяют для обработки изделий из всевозможных материалов:
- твердых пластмасс;
- цветных металлов и обычных черных;
- углеродистых сталей.
Для выполнения таких работ консольно-фрезерный станок оснащается фасонными, торцовыми, цилиндрическими и другими приспособлениями.

Широкоуниверсальный станок с консольной конструкцией нередко снабжается поворотным столом и делительными специальными головками. Их используют для фрезерования цилиндрических (косо- и прямозубых) зубчатых колес и для выполнения канавок (винтовых) на развертках, сверлах и прочих режущих инструментах (ручной режим). Как правило, широкоуниверсальный агрегат применяется при производстве единичных изделий в ремонтных и экспериментальных подразделениях крупных комбинатов. Он может оснащаться ЧПУ.
Популярные модели консольного оборудования:
- станок 6Р81 (универсальный);
- 6Р81Ш (широкоуниверсальный);
- 6Р81Г (горизонтально-фрезерный);
- 6Р11 (вертикальный).
Такие агрегаты выпускает Дмитровский завод (на нем также ранее изготавливалось оборудование Н-серии – 6Н11, 6Н81). Их конструкция одинакова, все они располагают примерно идентичными коробками скоростей, консолями, реверсными механизмами и иными узлами.

Консольные станки серий М и П, на производстве которых специализируется литовский комбинат Жальгирис, предназначаются для фрезерования небольших по размерам стальных и металлических деталей. Очень востребован российскими предприятиями широкоуниверсальный агрегат 6П80Ш, горизонтально-фрезерный 6М80Г, копировальный (с ЧПУ) 6П10К. Их можно увидеть на многих современных заводах.
Обратите внимание – более эффективным в работе считается широкоуниверсальный агрегат серии Р. По сравнению с консольными станками других моделей он имеет большую производительность и эксплуатационную надежность. Его можно оснастить системой ЧПУ и настроить на автоматические циклы работы.
Особенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.

Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
- одностоечные;
- двухстоечные;
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.

Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
Назначение четырёхстороннего станка
Оборудование предназначено изготавливать профильный пиломатериал, продукцию с гладкой поверхностью. Половая доска, паркет, плинтуса, брусья, наличники, мебельные, оконные изделия, ряд другой продукции относятся к номенклатуре, изготавливаемой на этом оборудовании.
Модели соотносятся к продольно-фрезерному и строгальным машинам:
- Рейсмусовый — строгание дерева на заданную толщину с обеих сторон за один проход.
- Строгальный – снятие стружки, профилирование.
- Фрезерный – придание древесине заданной конфигурации.
Четырёхсторонний строгальный станок управляется панелью, выполняющая операции пуск−остановка техники, фиксирует параметры обрабатываемой древесины, устанавливает рабочее положение шпинделей по сечению инструмента и размера заготовки.

Четырёхсторонний фрезерный станок по дереву делает распил пиломатериала указанного размера по длине, а также профилирование нужной конфигурации. Учитывая толщину дерева, нижний вертикальный нож перемещается вместе со столешницей станка.
Главный рабочий узел машины−вал со шпинделями, расположенными горизонтально снизу, и вертикально справа. Мощность, производительность зависит от строгальных механизмов. Машина управляется панелью, выполняя функции:
- Подача заготовки к режущим инструментам.
- Определение размера материала.
- Выставление сечения насадки.
- Пуск−стоп оборудования.
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
В продольно-фрезерных станках стол может перемещаться только в продольном направлении. Вертикальное и поперечное перемещение имеют шпиндельные бабки и шпиндели. Продольно-фрезерные станки быть одно- и двухстоечные с размерами столов от 320 * 1000 мм(6303) до 3600 * 12000мм (мод. 6682). На каждой стоике имеются дельные бабки с горизонтальными шпинделями» а в некоторых есть еще и траверса (поперечина), на. которой монтируются цельные бабки с вертикальными шпинделями. Шпиндельные бабки с горизонтальными шпинделями можно перемещать по стойкам вверх и вниз, а бабки с вертикальными шпинделями — влево и вправо по траверсе и вверх и вниз вместе с траверсой. Во многих моделях шпиндельная бабка может поворачиваться в одну и другую сторону от своего среднего положения на угол до 30°. Продольно-фрезерные станки используются для обработки горизонтальных и вертикальных плоскостей разнообразных деталей.
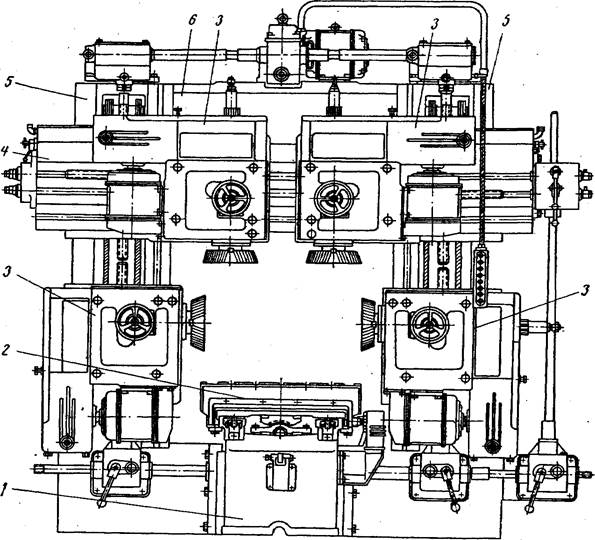
Рис. 5.2 Двухстоечный продольно-фрезерный станок с двумя вертикальными и двумя горизонтальными шпинделями
1-станина;2-стол ;5-шпиндельные бабки; 4-траверса;5-стойка;6-поперечная бабка, соединяющая стойки
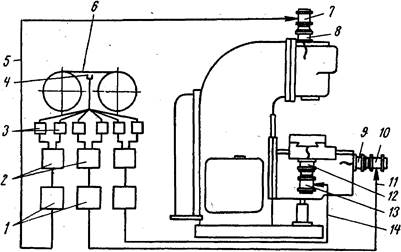
Рис. 5.3. Схема фрезерного станка с программным управлением для обработки сложных поверхностей