Как сделать трубогиб для профильной трубы своими руками
Трубогибы можно классифицировать по различным признакам. Они могут быть стационарными либо удобными для транспортировки. Привод аппарата может быть ручным, гидравлическим или электрическим. В зависимости от того, какого диаметра и толщины трубы нужно гнуть и на какой радиус, выбирается необходимое оборудование. Узнать возможные радиусы для сгибания можно, посмотрев в интернете или специальной литературе соответствующие таблицы.
 Трубогиб обладает длительным сроком службы благодаря конструкционным особенностям
Трубогиб обладает длительным сроком службы благодаря конструкционным особенностям
Трубогиб может согнуть профилированные изделия различными методами:
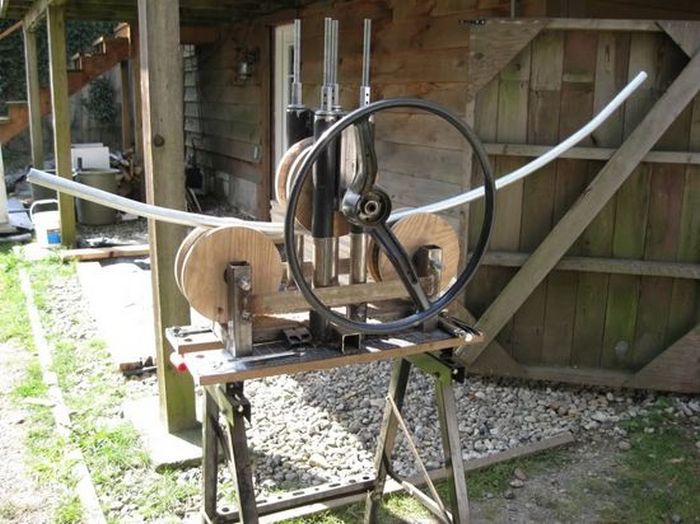
- Обкатка. Основными составляющими такой конструкции являются два вала и шаблон. При помощи валов труба обкатывается вокруг шаблона.
- Намотка. Такая конструкция содержит подвижный вал и упор. При движении подвижного вала труба наматывается на шаблон и принимает нужную форму.
- Арбалетный трубогиб. В таком устройстве профтруба закрепляется и продавливается посередине шаблоном.
- Прокатка. Здесь задействованы три ролика, два из которых удерживают конструкцию, а третий придает нужную форму. Такое устройство многофункционально, так как на нем можно регулировать форму изгиба, а остальные модели способны придать трубе только определенный радиус.
Трубы, которые можно сгибать такими трубогибами, могут быть из любого металла: медные, алюминиевые, стальные, а также из металлопластика. Применение этого устройства сделает возможным строительство водопровода, отопительных сетей или вентиляционной системы.
Варианты изготовления трубогибов из подручных средств

При всей простоте, самодельный станок иногда оказывается намного лучше изготовленного профессионально. У него есть несколько неоспоримых качеств:
- Простота конструкции;
- Не требуется сложный чертеж;
- Можно обойтись минимумом материалов;
- Это может быть станок для одного размера сечений и для работы с разноразмерными трубами;
- Экономическая доступность. Ручной трубогиб своими руками выполняется буквально из того, что есть в хозяйстве;
- Универсальность. Можно сделать прибор любых габаритов, применить гидравлический или механический принцип работы, подсоединить мотор. А после окончания работ разобрать всю конструкцию и использовать элементы для другого назначения.
Кроме того, рассматривая самодельный станок для гибки труб, разновидность приборов, показанных на фото, можно убедиться, что сделать трубогиб своими руками не составляет труда как для простейшего тонкостенного проката, так и для более серьезных работ.
Где требуется трубогибочный прибор:
- Перегиб трубного проката при изготовлении навесов, беседок, крыш купольной формы, например в теплицах;
- Сгибание толстостенных труб особой прочности при проведении сантехнических работ (самодельные змеевики, батареи);
- При изготовлении решеток, фигурных заборов, где нужно применять стальные пруты разного сечения;
- Изгиб профтрубы, что требует применения более серьезных технологий, но и тут прекрасно справится самодельный трубогибочный прибор.
Совет! Прежде чем приступать к работе, делать чертежи и просматривать фото, видео, как изготовить самодельный станок, необходимо определиться с типом заготовок, которые вам придется гнуть.
Простые способы изгибания трубного проката
Для того чтобы согнуть трубу, не нужно изобретать сложные чертежи, но и «на коленке» работать тоже не стоит, хотя бы потому, что сложно соблюсти нужный угол сгибания. Существуют элементарные приспособления, изготавливаемые на один раз, рассчитанные на конкретную задачу, например, для труб для парника. Трубопрокат малого диаметра или прутки круглого сечения разумнее всего будет обработать на простом приборе, изготовленном по шаблону.
Схема работы проста, чертежи не нужны. Необходимо установить на плоской поверхности направляющие из дерева, обрезанные по радиусу предполагаемого изгиба. С одной стороны прибить фиксирующий брусок и можно укладывать заготовку на прибор, изгибать трубу посредством мускульной силы, получив в итоге заготовку, изогнутую вокруг шаблона.
Несмотря на примитивизм конструкции, эффективность работы высока. Если работать с тонкостенными трубами, то за час можно изготовить достаточно элементов. Но при более жесткой захватке потребуется применение малой механизации. В этом случае придется закрепить трубу на плоскости посредством струбцин, а конец ухватить лебедкой. Возросшее многократно усилие заменит любой профессиональный станок, принцип действия при этом остается тот же. Рассмотреть этот и другие примеры более подробно можно на видео.
Совет! Приложение достаточно серьезных усилий требует надежного закрепления конструкций, в противном случае заготовка может соскочить и нанести травму.
Еще один простейший станок для гибки изготавливается из крючков. Чертежи также не нужны, а надо фанеру, некоторое количество крюков и карандаш. На простой лист фанеры или плиты наносится разметка в виде требуемой кривой, затем с шагом в 8-15 см крепятся крюки. Начало стандартно закрепляется бруском.
Совет! В случае регулярной замены радиуса кругления, лучше всего пользоваться саморезами, а при постоянном шаблоне винтами с гайками.
Работы также производятся приложением мускульной силы, на фото хорошо видно, как именно делать самодельный прибор. Небольшой недостаток отсутствия механизации искупается безграничной функциональностью – посредством трубогиба можно работать с длинами от 10 см до нескольких метров.
Приборы для гибки толстостенных труб большого диаметра

Если приходится работать с серьезными заготовками, то не обойтись без более сложных приборов:
- Рычажный трубогиб – это конструкция, состоящая из шарнирно соединенных рычагов. Особенности конструкции – отсутствие требований в станине или верстаке, самодельный прибор работает от усилий обеих рук, поэтому все процессы можно производить на месте. Просмотрев фото, вы поймете простоту конструкции и удобство применения. Устройство подходит для прочных заготовок малого диаметра, а функции ограничены только мускульными усилиями оператора.
Важно! Особенная прочность должна быть в рукоятках, иначе гнуть будете рычаги, а не трубный прокат. Изготовление оборудования потребует некоторого слесарного инструмента и сварки.
- Как сделать трубогиб из домкрата, можно также посмотреть на видео, но этот станок потребует расчетов, возможно, пригодится предварительный чертеж. Несмотря на некоторые сложности, возможности прибора превосходят все ожидания. Работы потребуют сварки, чтобы создать прочный каркас, кстати, можно сделать более функциональное приспособление, соединив гидравлический пресс и трубогиб в одном станке. Домкрат подойдет любой, но лучше выбрать самостоятельный инструмент, чтобы не разбирать и собирать постоянно всю конструкцию. Как показано на видео, из гнутой трубы изготавливается пуансон (один или несколько). Количество пуансонов зависит от поставленных целевых задач, а вот труба должна опираться на ролики, которые смонтированы на оси по краям станины. Таким образом, пуансон играет роль башмака, при помощи которого домкрат давит на заготовку в центре, обеспечивая ровный и плавный изгиб. Ролики или валы нужно закреплять как можно прочнее, обеспечивая равномерность изгиба и функциональность всей системы.
- Станок арбалетного типа , это идеальный трубогиб для профильной трубы. Своими руками сделать прибор возможно, но потребуется также гидравлический домкрат, пуансон, ролики и Т-образная станина-приставка к гидравлике. Если посмотреть на фото, заметно, что станок легко транспортируется и занимает немного места при выездных работах.
В случае необходимости, сделать станок, не используя при этом сложные чертежи, вполне возможно своими руками. Причем, для этого не потребуется тратить много денег. Просматривая видео от профессионалов, зачастую нельзя отличить прибор от заводского, а для изготовления потребуется фанера, крючки, валы или ролики и домкрат, который недорого продадут в автомастерских.
Варианты изготовления трубогибов из подручных средств
При всей простоте, самодельный станок иногда оказывается намного лучше изготовленного профессионально. У него есть несколько неоспоримых качеств:
- Простота конструкции;
- Не требуется сложный чертеж;
- Можно обойтись минимумом материалов;
- Это может быть станок для одного размера сечений и для работы с разноразмерными трубами;
- Экономическая доступность. Ручной трубогиб своими руками выполняется буквально из того, что есть в хозяйстве;
- Универсальность. Можно сделать прибор любых габаритов, применить гидравлический или механический принцип работы, подсоединить мотор. А после окончания работ разобрать всю конструкцию и использовать элементы для другого назначения.
Кроме того, рассматривая самодельный станок для гибки труб, разновидность приборов, показанных на фото, можно убедиться, что сделать трубогиб своими руками не составляет труда как для простейшего тонкостенного проката, так и для более серьезных работ.
Где требуется трубогибочный прибор:
- Перегиб трубного проката при изготовлении навесов, беседок, крыш купольной формы, например в теплицах;
- Сгибание толстостенных труб особой прочности при проведении сантехнических работ (самодельные змеевики, батареи);
- При изготовлении решеток, фигурных заборов, где нужно применять стальные пруты разного сечения;
- Изгиб профтрубы, что требует применения более серьезных технологий, но и тут прекрасно справится самодельный трубогибочный прибор.
Совет! Прежде чем приступать к работе, делать чертежи и просматривать фото, видео, как изготовить самодельный станок, необходимо определиться с типом заготовок, которые вам придется гнуть.
Простые способы изгибания трубного проката
Для того чтобы согнуть трубу, не нужно изобретать сложные чертежи, но и «на коленке» работать тоже не стоит, хотя бы потому, что сложно соблюсти нужный угол сгибания. Существуют элементарные приспособления, изготавливаемые на один раз, рассчитанные на конкретную задачу, например, для труб для парника. Трубопрокат малого диаметра или прутки круглого сечения разумнее всего будет обработать на простом приборе, изготовленном по шаблону.
Схема работы проста, чертежи не нужны. Необходимо установить на плоской поверхности направляющие из дерева, обрезанные по радиусу предполагаемого изгиба. С одной стороны прибить фиксирующий брусок и можно укладывать заготовку на прибор, изгибать трубу посредством мускульной силы, получив в итоге заготовку, изогнутую вокруг шаблона.
Несмотря на примитивизм конструкции, эффективность работы высока. Если работать с тонкостенными трубами, то за час можно изготовить достаточно элементов. Но при более жесткой захватке потребуется применение малой механизации. В этом случае придется закрепить трубу на плоскости посредством струбцин, а конец ухватить лебедкой. Возросшее многократно усилие заменит любой профессиональный станок, принцип действия при этом остается тот же. Рассмотреть этот и другие примеры более подробно можно на видео.
Совет! Приложение достаточно серьезных усилий требует надежного закрепления конструкций, в противном случае заготовка может соскочить и нанести травму.
Еще один простейший станок для гибки изготавливается из крючков. Чертежи также не нужны, а надо фанеру, некоторое количество крюков и карандаш. На простой лист фанеры или плиты наносится разметка в виде требуемой кривой, затем с шагом в 8-15 см крепятся крюки. Начало стандартно закрепляется бруском.
Совет! В случае регулярной замены радиуса кругления, лучше всего пользоваться саморезами, а при постоянном шаблоне винтами с гайками.
Работы также производятся приложением мускульной силы, на фото хорошо видно, как именно делать самодельный прибор. Небольшой недостаток отсутствия механизации искупается безграничной функциональностью – посредством трубогиба можно работать с длинами от 10 см до нескольких метров.
Приборы для гибки толстостенных труб большого диаметра
Если приходится работать с серьезными заготовками, то не обойтись без более сложных приборов:
- Рычажный трубогиб – это конструкция, состоящая из шарнирно соединенных рычагов. Особенности конструкции – отсутствие требований в станине или верстаке, самодельный прибор работает от усилий обеих рук, поэтому все процессы можно производить на месте. Просмотрев фото, вы поймете простоту конструкции и удобство применения. Устройство подходит для прочных заготовок малого диаметра, а функции ограничены только мускульными усилиями оператора.
Важно! Особенная прочность должна быть в рукоятках, иначе гнуть будете рычаги, а не трубный прокат. Изготовление оборудования потребует некоторого слесарного инструмента и сварки.
- Как сделать трубогиб из домкрата, можно также посмотреть на видео, но этот станок потребует расчетов, возможно, пригодится предварительный чертеж. Несмотря на некоторые сложности, возможности прибора превосходят все ожидания. Работы потребуют сварки, чтобы создать прочный каркас, кстати, можно сделать более функциональное приспособление, соединив гидравлический пресс и трубогиб в одном станке. Домкрат подойдет любой, но лучше выбрать самостоятельный инструмент, чтобы не разбирать и собирать постоянно всю конструкцию. Как показано на видео, из гнутой трубы изготавливается пуансон (один или несколько). Количество пуансонов зависит от поставленных целевых задач, а вот труба должна опираться на ролики, которые смонтированы на оси по краям станины. Таким образом, пуансон играет роль башмака, при помощи которого домкрат давит на заготовку в центре, обеспечивая ровный и плавный изгиб. Ролики или валы нужно закреплять как можно прочнее, обеспечивая равномерность изгиба и функциональность всей системы.
- Станок арбалетного типа , это идеальный трубогиб для профильной трубы. Своими руками сделать прибор возможно, но потребуется также гидравлический домкрат, пуансон, ролики и Т-образная станина-приставка к гидравлике. Если посмотреть на фото, заметно, что станок легко транспортируется и занимает немного места при выездных работах.
В случае необходимости, сделать станок, не используя при этом сложные чертежи, вполне возможно своими руками. Причем, для этого не потребуется тратить много денег. Просматривая видео от профессионалов, зачастую нельзя отличить прибор от заводского, а для изготовления потребуется фанера, крючки, валы или ролики и домкрат, который недорого продадут в автомастерских.
Трубогиб. Виды и устройство. Работа и применение. Безопасность
Трубогиб – это станок, предназначенный для выгибания труб из различных металлов, в том числе и стали. Приспособление обеспечивает равномерную деформацию заготовок под требуемый угол. При этом тело трубы сгибается плавно, без образования складок. Это особенно важно, если она используется для передачи жидкости или газа, поскольку сохраняется стандартная пропускная способность. Гибки подвергаются трубы диаметром от 5 до 1220 мм. Для изгибания толстого металлопроката применяются станки промышленного типа.

Где используется трубогиб
Станок является незаменимым в строительстве и ремонтных работах. Его применяют для подготовки труб используемых для газо- и водоснабжения. Также с его помощью выгибаются детали для изготовления каркасных сооружений:
- Спортивных тренажеров.
- Опор для винограда и цветов.
- Мебели.
- Рам автомобилей и мотоциклов.
- Теплиц.
- Дверных козырьков.
- Альтанок.
Трубогибочный станок применяется не только для деформации труб, но и для перегиба квадрата и других изделий металлопроката. Применение данного оборудования незаменимо в тех случаях, когда нужно обеспечить изгиб под углом до 180 градусов. При более сильном перегибе существует риск того, что заготовка будет сломана, поскольку холодный металл обладает низкой пластичностью. В связи с этим подавляющее большинство станков не имеют диапазон хода свыше 180 градусов.
При использовании трубогиба можно делать однотипные заготовки. Это особенно важно, если они применяются для строительства каркасной конструкции, такой как теплица.

Принцип работы инструмента
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой.
При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов разойдется. Максимальное качество гнутых изделий достигается только с мягкими металлами и бесшовными заготовками.
Для создания изгиба труба зажимается в станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействие в разных местах. В связи с этим исключается образование вмятин в точках давления. Количество роликов может быть разным.
Для регулировки угла загиба трубки, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.

Разновидность трубогибочных станков
Трубогиб является востребованным инструментом, который бывает различных видов. Одни станки предназначены для тонких трубок, а другие для толстых.
По принципу работы все трубогибы разделяют на следующие категории:
- Ручные.
- Гидравлические.
- Электрические.
- Гибридные.
- С индукционным нагревом.
Ручной трубогиб
Используется для обработки тонких заготовок. С их помощью деформируются трубы из нержавеющей стали, титана, меди, алюминия и латуни. Сжатие таким инструментом осуществляется путем оказания физической силы оператора. Такой станок является мобильным и может переноситься на место проведения сборки. Чтобы снизить нагрузку на руки человека, который пользуется трубогибом, его механизм оснащается длинными рычагами.
Главный недостаток подобного оборудования заключается в том, что оно непригодно для выполнения большого объема работ. Один оператор после нескольких деформаций заготовок устает, поэтому не может действовать долго. В том случае если ручной тип используется бригадой рабочих, то при смене операторов данный недостаток несущественен.

Ручные трубогибы являются самыми дешевыми и легкими. Они маневренные, поэтому используются сантехниками, газовщиками и мастерами занимающимися прокладкой труб теплоснабжения. С помощью станка можно провести деформацию заготовки по месту, без необходимости переноски крупногабаритной трубы в мастерскую. Весьма распространенной является винтовая конструкция трубогибов. При ее вкручивании вытягивается шток, который и деформирует заготовку. Для облегчения работы можно прогревать тело трубы в месте перегиба газовым резаком.

Гидравлические
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Большинство предлагаемых на рынке моделей можно вполне взять с собой к месту сборки трубопровода.
Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.

По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
Электрические
Электромеханический станок для сгибания труб относится к дорогостоящему оборудованию, которое обладает высокой точностью проведения деформации. Данные установки в большинстве случаев являются стационарными. Существуют переносные модели, которые работают только с тонкими трубками и цветными металлами. Использование трубогиба данного типа требует наличия доступа к электросети. Учитывая тот факт, что это в большинстве случаев стационарные станки, которые стоят в мастерских, то это не проблема.
В продаже встречаются электрические переносные трубогибы, являющиеся весьма компактными и способными работать с заготовками диаметром до 42 мм. При этом диапазон деформации составляет 90 градусов. Их обычно можно встретить у частных мастеров, занимающихся сбором теплиц и прочих каркасных построек, в которых используются сравнительно тонкие трубки. Гораздо проще доставить на стройплощадку компактный электрический трубогиб и ровные трубы, чем сгибать заготовки на стационарном станке в мастерской, и везти дуги.

Гибридные
Гибридные типы станков сочетают в себе привод различного типа. Обычно используется электрика и гидравлика. Эти станки обладают высокой скоростью обработки заготовок, а также большой силой сгиба. Обычно они довольно массивные, поэтому для переноски даже самых мелких моделей понадобится как минимум два человека. Для работы подобного оборудования требуется наличие доступа к электросети, что отличает его от чисто ручных и гидравлических трубогибов.

С индукционным нагревом
Также бывают трубогибы с индукционным нагревом. Их привод может быть электрическим и/или гидравлическим. Данное оборудование нагревает заготовку в месте деформации, после чего осуществляется сгибание. Это исключает разрыв металла. С помощью таких станков можно работать даже с трубами из пружинистых сталей, которые обычно при растягивании или сдавливании ломаются.
Данное оборудование является самым дорогостоящим. При его применении нужно строго придерживаться техники безопасности. Заготовка разогревается практически докрасна, поэтому если к ней прикоснуться, то ожог обеспечен. В связи с этим обязательно необходимо наличие индивидуальных средств защиты, в частности перчаток. Если проводится выгибание старой трубы с ржавчиной на поверхности, то существует вероятность того, что при деформации может отлететь горячая окалина, поэтому желательно применять маску или очки.

Техника безопасности при работе
При работе с трубогибом существует опасность травмирования. Она наблюдается не только при применении станков с индукционным нагревом, но и обычных установок. Чтобы снизить риск получения травмы при работе, нельзя подходить к изгибаемой трубе с той стороны, от которой она гнется. В случае соскальзывания направляющей, заготовка пружинит обратно. В результате труба может попасть в область груди или живота, ударив с высокой силой. Этого достаточно для перелома ребер, поэтому игнорирование данного правила может повлечь тяжелые последствия. Также возможно, что вал, на котором закреплен ролик, просто отлетит под воздействием давления.
Если на трубу уже оказывается усилия для деформации, то ее нельзя удерживать руками. Касаться заготовки можно только после того, как оказываемые усилия отключены.
Если трубогиб может работать на разных скоростях, то не стоит использовать максимальную. Ускоренная деформация приводит к тому, что заготовка ломается, и ее концы падают на пол, при этом придавливая ноги оператора или стоящих поблизости людей. Особенно это важно, если труба длинная и тяжелая.
Компания «МОССклад» поставляет Ручной инструмент для кровли и жестяных работ во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Ручной инструмент жестянщика и кровельщика следующих производителей: CIMCO, DRACO, EDMA, ERDI, KRAFTOOL, MALCO, PICARD, PIOTROWSKI, R-Bend, STAYER, STUBAI, WUKO, ZBIROVIA, ЗУБР, МОССклад, Мобипроф, Россия, FREUND , и другие.
Приобрести Жестяной инструмент у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- Позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.










Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО «МОССклад» (ст.1259 и ст.1260 гл.70 «Авторское право» ГК РФ).
© 2006-2020 ООО «МОССклад».
Режим работы ООО «МОССклад»:
ПН — ПТ 9:00 — 18:00 (Мск)
Трубогибы для радиусной гибки с электроприводом

Данный тип трубогибов — это профилегибы, в которых роль оператора крутящего ручку с ведущим роликом выполняет электродвигатель. Оператору остается только нажимать на кнопку вперед/назад и удерживать трубу в нужном положении.
Одним из нюансов таких трубогибов — это привод на ведущий ролик. Если это прямой привод (редуктор), то все хорошо, профелегиб прослужит долго, если привод цепной, то при плохом натяжении цепи есть риск ее прокручивания, как следствие медленная работа и большие затраты времени.
Посмотреть варианты моделей электрических профилегибов можно в соответствующем разделе каталога.
Дорны для трубогибов
Изготовление дорнов для трубогибов
Дорн является важным элементом любого трубогибочного станка. Дорновые трубогибы позволяют с большой точностью изготавливать трубные конструкции. Благодаря применению дорнов можно получить качественные показатели при разных углах гиба. Также они позволяют выполнить обратную протяжку заготовки, если выявлен пережим. По своему внешнему виду дорн похож на пружину, которая обычно изготавливается из металла. Также встречаются и другие формы этого элемента.
 оснастка для трубогиба
оснастка для трубогиба- дорн
- виды дорнов
 оснастка для трубогиба
оснастка для трубогиба дорн
дорн виды дорнов
виды дорновТелефон для связи : WhatsApp.
Во время работы трубогиба, чтобы повысить стабильность и равномерность деформации, дорн вставляют в трубу. Затем он разжимается и выполняется гибка труб. Так как дорн все время находится в прижатом к трубе состоянии, то во время гиба происходит перераспределение усилий. В результате сокращается процесс гофрообразования.
Оснастка для трубогибов (диски, матрицы, ролики, прижимы)
Обычно дорны применяются для гибки тонкостенных труб, которые имеют небольшой диаметр сгиба. В зависимости от изгибаемой трубы они могут иметь радиусное или ложкообразное закругление. Благодаря применению дорна в месте изгиба трубы исключается залом, появление трещин и деформация готового изделия. Также резко снижается овальность сечения гнутого отвода, исключается повреждение наружной поверхности трубы и гофрообразование.
- дорн
- шаровый дорн
- Изготовление дорнов
 дорн
дорн шаровый дорн
шаровый дорн Изготовление дорнов
Изготовление дорновДорн для трубогиба
Трубогибы с дорном помогают выполнить все работы быстро и с минимальным браком, то есть позволяют получить очень качественное изделие с ровным изгибом. С помощью дорна можно выполнять также упрочнение и калибровку деталей. Эти элементы могут иметь разные размеры и форму. Также их можно изготавливать по чертежам, представленным заказчиком в соответствии с его требованиями. Чтобы изготовить дорн, нужно знать его параметры. При этом размеры поперечного сечения дорна должны быть больше по сравнению с поперечным сечением отверстия в заготовке. Эта величина должна быть равна величине натяжения.
Изготовление дорнов для различных моделей трубогибов:
С помощью дорнов можно выполнять как объемное, так и поверхностное дорнование. Это зависит от типа обрабатываемых изделий. Объемное дорнование представляет собой технологию обработки металлов путем применения давления. Во втором варианте выполняется поверхностная пластическая деформация. Для изготовления дорна используются современные инженерные программы, которые повышают точность готовой продукции. Все рабочие поверхности дорнов покрываются полиуретаном, чтобы повысить прочность инструмента.
Вы должны авторизоваться чтобы опубликовать комментарий.
Основные методы сгибания металлопластиковых труб
Тонкие трубы гнут руками без вспомогательных устройств. Для сгибания толстых и жестких, прибегают к дополнительным средствам и инструментам.

В домашних условиях необходимый изгиб трубам придают следующими методами:
- вручную без вспомогательных средств;
- вручную с использованием средств для амортизации: сыпучих веществ, проволоки или пружины-кондуктора;
- с помощью трубогиба.
Сгибание труб вручную
Руками гнут трубы диаметром до 2 см – с большей толщиной вручную справиться сложно. Этот способ требует тренировки, чтобы добиться точности выполнения. Лучше других он подходит, когда не требуется большого количества поворотов.
Порядок действий таков:
- На трубе отмечают места начала и конца изгиба.
- Берут в две руки так, чтобы большие пальцы располагались вдоль трубы и соприкасались.
- Изгибают на угол не более 20 градусов, чем больше радиус, тем меньше угол в каждой точке воздействия.
- Передвигают пальцы по трубе на 1-3 см и снова сгибают.
- Продолжают передвигаться по трубе до конца изгиба.
- Если угол получился избыточным, держась руками за прямые участки возле изгиба, осторожно разгибают до нужного угла.

Обратите внимание! Угол 90 градусов выполняется за 5-10 шагов, для разворота на 180 градусов потребуется 10-15 шагов.
Использование амортизирующих средств
Если нужно выполнить много углов и поворотов или жесткость и толщина трубы не позволяют согнуть ее руками, используют вспомогательные средства. Задача таких средств – защитить стенки трубы от чрезмерного напряжения при формировании поворота.
При этом повышается точность сгиба, и для поворота на нужный угол требуется меньше шагов. Вручную с использованием амортизации гнут трубы средней жесткости, имеющие сечение до 125 мм.
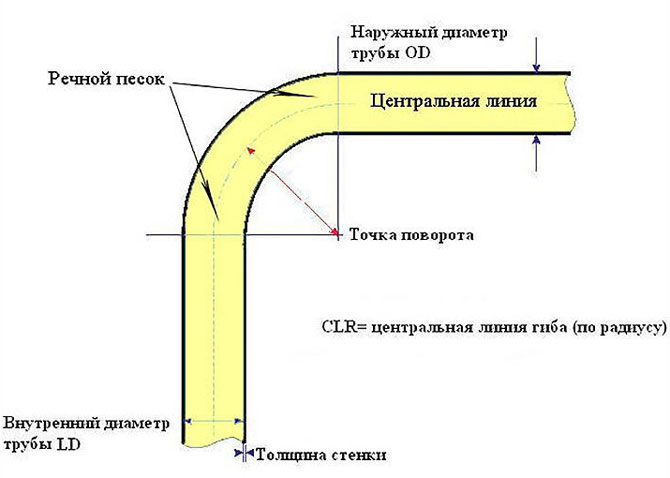
Для амортизации можно использовать песок, соль или другие сыпучие вещества. Песок равномерно заполняет трубу и помогает избежать повреждения.
Порядок работы отличается от обычного наличием дополнительных шагов:
- Один конец заклеивают или закрывают заглушкой.
- Через другой конец засыпают мелкий чистый песок так, чтобы полностью заполнить трубу.
- Отсыпают немного песка, чтобы свободным остался участок трубы длиной около 1 см, и закрывают конец заглушкой.
- Плавно изгибают до нужного угла как при обычном ручном способе.
- Убирают заглушки, ссыпают песок, трубу промывают.
Для амортизации трубы можно использовать легко гнущуюся проволоку, например, медную или алюминиевую.
- Нарезают проволоку на отрезки чуть большей длины, чем длина изгибаемого участка.
- Куски проволоки плотно укладывают внутри трубы в месте сгиба.
- Плавно гнут вручную.
- Вытряхивают или вытягивают проволоку, проверяют, не осталось ли отрезков внутри трубы.
Способ хорош тем, что можно сразу согнуть трубу на нужный угол. Проволока распределяет напряжение в стенках и надежно защищает от повреждения.
Самым безболезненным считается сгибание металлопластиковых труб с помощью кондуктора – внутренней или внешней пружины из металла, не поддающегося деформации. Такие пружины в специализированных магазинах продаются под названием “пружинный трубогиб”.

Суть метода в том, что амортизирующую функцию выполняет либо вставленная внутрь пружина, либо надетая на трубу. Пружина обжимает трубу на участке изгиба, создавая дополнительный каркас, и предотвращает повреждение стенок при сгибании. Для внешнего обжима диаметр пружины должен быть на 1,5-2 мм больше диаметра, для внутреннего – на 1,5-2 мм меньше.
- Кондуктор надевают на трубу или протягивают внутрь на место планируемого сгиба.
- Плавно изгибают вручную.
- Убирают пружину.
Выполнить изгиб металлопластиковой трубы при помощи песка или проволоки можно только на коротких трубах. Эти методы используются в основном при монтаже водопроводов, где трубы заранее нарезают на участки нужной длины.
При монтаже теплого пола используют длинномерные трубы, скрученные в бухты (мотки). В этом случае особенно удобно использовать внешнюю пружину, передвигая ее по мере необходимости от поворота к повороту.
Использование трубогиба
Если необходима конструкция с идеально выполненными изгибами или планируются продолжительные работы по сгибанию труб, потребуется трубогиб. Это станок, позволяющий гнуть трубы любого диаметра и получать изгиб до 180 градусов. Из-за сходства с арбалетом устройство получило название “арбалетный трубогиб”.
Основные части трубогиба:
- шаблоны (башмаки или пуансоны) – сменные насадки для труб разного диаметра;
- угловые опоры;
- траверсы или гибочная рама – две параллельных планки с отверстиями для крепления опор;
- шток, на котором крепится шаблон;
- механизм подачи и возврата штока.
В зависимости от типа механизма подачи штока трубогибы бывают ручными и гидравлическими.

Ручные трубогибы используют для изгибания труб диаметром 5-32 мм, гидравлические – для диаметров 12-100 мм.
Принцип работы прост: труба зажимается между шаблоном и угловыми опорами и при движении штока за счет усилия прижатия постепенно выгибается.
Порядок работы с этим инструментом следующий:
- Устанавливают трубогиб в горизонтальное положение.
- Отводят шток в нерабочее положение.
- На шток закрепляют пуансон, соответствующий диаметру. Поверхность пуансона смазывают маслом для снижения трения.
- Угловые опоры размещают в нижней траверсе на максимальном расстоянии друг от друга и закрепляют верхнюю траверсу.
- Между опорами и шаблоном пропускают трубу. Контролируют ее расположение в проточке шаблона.
- Нажимают рычаг трубогиба и вдавливают трубу в проточку шаблона.
- Переставляют опоры ближе и снова нажимают рычаг.
- Постепенно переставляя опоры, доводят угол сгибания до требуемого.
- Отводят шток в нерабочее положение, вынимают трубу.
Что нужно сделать, чтобы труба не портилась при гибке?
Помните правило: чем тоньше стенка трубы, тем больше радиус загиба В исключительных случая можно прогреть место гиба
Для повышения качества гиба нужно обеспечить минимум три условия:
- Равномерное приложение усилия к трубе по всей длине гиба
- Плотное прилегание к оснастке в точке перегиба
- Создание препятствий для расхождение стенок трубы в стороны под действием возникающих внутри сил
Все это выполняется при гибке трубы методом намотки на оснастку. Упрощенно это выглядит так: труба наматывается на ролик с желобом, а в точке перегиба прижимается к нему ответной частью оснастки, также имеющей полукруглый вырез. По мере того, как труба наматывается на оснастку, точка перегиба плавно смещается вдоль изгибаемой трубы от начала к концу. Это обеспечивает равномерное приложение усилия. Дополнительный прижим выполняет две функции: не дает трубе оторваться от ролика и препятствует расхождению стенок трубы в стороны.
Гибочный ролик достаточного размера с помощью данной технологии можно гнуть трубы со стенкой малой толщины без повреждений и каждый раз гарантированно получать детали с одинаковыми размерами (что недостижимо при использовании арбалетного трубогиба). Становится возможным гнуть без повреждений, не набивая песком, даже ту трубу, которая раньше портилась. А применив песочную набивку можно чисто согнуть трубы со стенкой на 0.5-1 тоньше, чем без него. Кроме того, становится возможным гнуть детали сложной формы, в том числе и выполнять трехмерную гибку.