Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод.
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
 Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.
Для пайки латуни очень важно подобрать флюс. В процессе соединения с поверхности обрабатываемого сплава должна быть удалена оксидная пленка. Обыкновенный канифольно-спиртовый флюс этого сделать не способен, поэтому необходимо использовать более активные компоненты, содержащие в своей основе хлористый цинк.
Припой для пайки латуни следует подбирать особенно тщательно. Для работы со сплавом, в котором большое содержание меди, отлично подойдут медно-фосфорные и серебряные компоненты. Можно использовать и саму латунь, но при этом нужно учитывать, что ее температура плавления в качестве припоя должна быть ниже, чем у основного сплава. Довольно часто латунь соединяют с помощью твердого припоя, например, L — CuP 6. Такие соединения получаются очень прочными.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Особенности технологии
При работе с припоем для пайки из латуни мастер может столкнуться с рядом сложностей. Связано это с тем, что сплав содержит цинк. Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Используя латунную проволоку для пайки, необходимо добавлять в место нагрева специальный флюс. Популярным отечественным веществом для защиты швов от образования оксидных плёнок является «бура». Для разных видов латуни требуется выбирать разные виды флюсов.
В домашних условиях можно изготовить качественный защитный состав самостоятельно. Для этого необходимо смешать 20 грамм борной кислоты с таким же количеством буры. Залить смесь 200 мл воды, прокипятить, использовать для проведения работ.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
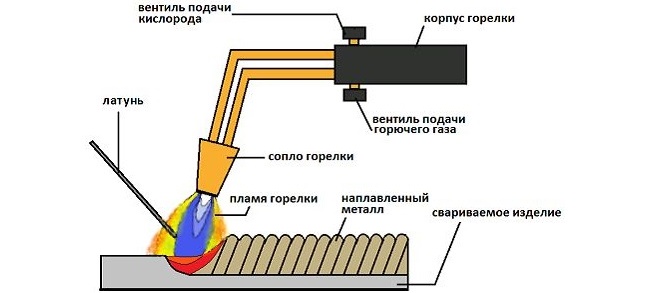
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности 

Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.

Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.

Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
Температура плавления, Градусы Цельсия
Температура растекания,Градусы Цельсия
Параметры серебросодержащих имеют следующий вид:
Температура плавления, градусов Цельсия
Сопротивление удельное, Ом
Удельная теплоемкость, Дж/кг градусы
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Марки с содержание серебра выше 60% не рекомендуется использовать, так как они окажутся слишком мягкими на практике.»
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки
 При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
 При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.

Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.