Какими способами можно выполнить анкеровку арматуры
Какими способами можно выполнить анкеровку арматуры?
Анкеровка арматуры – обязательный элемент в изготовлении ответственных железобетонных конструкций. Пренебрежение этой, казалось бы, незначительной мелочью, нередко завершается плачевно даже для опытных строителей.
В этой статье мы рассмотрим ключевые способы анкеровки и соединения арматуры для придания жесткости каркасу изделия (будь то колонна, лестница или ленточный фундамент), а также правила, регламентирующие нормы анкеровки арматурных изделий.

Анкеровка с загибом
Анкеровка арматуры – это процесс закрепления концов арматурных стержней в массе бетона, который достигается заведением сечения прутка на такую длину, которая была бы достаточна для передачи усилий с арматуры на бетон.
В зоне анкеровки стержень, работающий на растяжение, будет функционировать на выдергивание арматуры из бетона через поверхность сцепления, а работающий на сжатие – наоборот, передает усилия в бетон.
Соединение арматуры сваркой
Сварочный способ стыкования арматурных стержней – востребованная технология. Существует несколько вариантов ее реализации.

- Сварка протяженным швом применяется для стыкования горизонтальных и вертикальных прутов. Используется сварка арматуры внахлест или с использованием накладок. Швы могут быть одно- или многопроходными, что определяется диаметром прутов.
- Сварка многослойными швами применяется в основном для вертикально расположенных стержней, используемые электроды – с фтористокальциевым покрытием.
- Для стержней 14-40 мм с предварительной сборкой в кондукторах применяют сварное соединение арматуры с формированием принудительного шва. Процесс проходит с использованием формирующих устройств.
Сварка – удобный тип соединения усиливающих стержней, но ему характерны определенные минусы:
- в области шва происходит изменение микроструктуры металла, вызывающее снижение прочности и жесткости упрочняющего каркаса;
- сварной шов слабо работает на изгиб, что может привести к разрушению каркаса уже при вибрировании бетонной смеси;
- для создания фундаментов сварные соединения рекомендованы только при строительстве объекта на устойчивых типах грунтов, не склонных к сильному оседанию.
Правила, как соединять арматуру в углах ленточного фундамента, изложены в СП 52-101-2003 в пункте 8.3.26, в ГОСТе 14098-2014 регламентированы основные правила соединения арматуры сваркой.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.

Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Обвязка арматуры для фундамента по всем правилам
Вязать арматуру вполне реально, используя подручные средства. Но стоит отметить, что правильное связывание прутьев между собой не гарантирует соблюдение всех строительных норм и качественного монтажа. Так как схема вязки каркаса зависит от типа фундамента, его размеров, толщины и типа используемого материала. Поэтому нужно учесть несколько ключевых правил:
- Если в качестве арматурного каркаса будет использоваться сетка, тогда обвязку нужно делать внахлест.
- Учитывая тип и сечение арматуры, необходимо рассчитать длину перепуска в местах соединения.
- Гнуть прутья нужно строго под определенным углом и равномерно.
- Учитывается марка бетона и условия работы в месте соединения. Минимальная длина перехлеста не менее 25 см.
Если армирование проводится на высоте от 3 метров, тогда без строительных лесов или подмостки не обойтись. Технология обвязки получается более сложная, ввиду существующих правил безопасности при высотных работах. Обвязка проводится в три этапа:
- Сначала подготовить арматуру, подвязать к ней стропы.
- Поднять на необходимую высоту, выровнять и уложить в пластиковые направляющие.
- Связать прутья по любой перечисленной технологии.
Высотные работы нужно проводить только с несколькими рабочими одновременно, обеспечить страховку и контролировать процесс подъема прутьев с дальнейшей их установкой на указанные места. Делать это своими руками без страховки категорически запрещено.
Стоимость обвязки относительно невысокая, так как мастера могут обработать несколько квадратных метров каркаса за час. А при применении специальных вязальных инструментов, еще быстрее. А качество вязки прутьев и соответствие всем строительным нормам они гарантируют, тем более что гнуть прутья будут специальными щипцами.
Соединение арматуры без сварки
Соединения стержней арматуры в арматурном каркасе делятся на два типа: стыковые и крестообразные. Оба вида соединений допускается выполнять без применения сварки. Крестообразные соединения выполняются посредством вязки отожженной проволокой или с применением соединительных элементов (пластмассовых или проволочных фиксаторов). Подробнее этот процесс описан в статье «Вязка арматуры».
Бессварочные соединение стыков арматуры в соответствии с нормативными документами (п. 2.102 СНиП 3.03.01-87 «Несущие и ограждающие конструкции») следует производить:
- внахлестку – «соединение арматурных стержней по их длине без сварки путем заведения конца одного арматурного стержня относительно конца другого» (Приложение Б СНиП 52-01-2003);
- с использованием обжимных гильз и винтовых муфт.
Бессварочное стыковое соединение внахлестку
В соответствии с п. 8.3.26 СП 52-101-2003 без применения сварки стыки внахлестку выполняются:
- с прямыми концами (только для стержней периодического профиля);
- с прямыми концами стержней с приваркой или установкой на длине нахлестки поперечных стержней;
- с загибами на концах (лапки, крюки, петли). Для гладких стержней возможно применение только крюков и петель.

Соединение арматуры не следует размещать в местах наибольшего напряжения. В соответствии с п. 8.3.27 СП 52-101-2003 стыкование внахлестку без сварки можно применять для стержней рабочей арматуры с диаметром не более 40 мм.
Длина перепуска (нахлестки) для стыков арматуры
Минимальная длина определяется двумя путями: расчетным и по графикам. В нормативных документах можно найти 2 варианта:
Вариант 1 : в соответствии с п. 2.46 Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения) (Москва Стройиздат 1978):
где sа — напряжение в арматуре в месте стыка внахлестку с наиболее напряженной стороны.
Значения mн и Dλн, а также минимальные значения lн и λн для определения длины стыка арматурных стержней внахлестку приведены в таблице:
Условия работы стыка
стержней
периодического профиля
Стык в растянутом бетоне
Стык в сжатом бетоне
- по графикам:

Вариант 2 : в соответствии с п. 6.1 (с учетом раздела 5) Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2007):
α — для растянутой арматуры — 1,2; для сжатой — 0,9;
Rs— расчетное сопротивление растяжению для данного вида арматуры (равно 355 МПа для арматуры класса А400 (A-III), 435 МПа для арматуры класса А500С);
As и us — площадь и периметр поперечного сечения анкеруемого стержня (определяются по номинальному диаметру стержня);
η1 – коэффициент влияния вида поверхности арматуры, принимается равным:
1,5 — для гладкой (класс А240);
2,0 — для холоднодеформированной периодического профиля (класс В500);
2,25 — для стержневой арматуры периодического профиля иностранного производства горячекатаной и термо-механически упрочненной, что соответствует требованиям зарубежных нормативных документов;
2,5 — для периодического профиля производителей России по ГОСТ 5781-82, ГОСТ 10884-94, ГОСТ Р 52544-2006, СТО АСЧМ 7-93, ТУ 14-1-5254-94, кроме А500СП по ТУ 14-1-5526-2006;
2,8 — для класса А500СП по ТУ 14-1-5526-2006;
η2 — коэффициент, влияния размера диаметра арматуры, принимается равным:
1,0 — при диаметре ds≤32;
0,9 — при диаметре 36 и 40 мм всех видов;
Rbt — сопротивления бетона осевому растяжению;
As,cal/As,ef — площади поперечного сечения арматуры, соответственно требуемая по расчету с полным расчетным сопротивлением и фактически установленная.
Графики для определения длины нахлестки арматурных стержней периодического профиля в растянутом бетоне

Графики для определения длины нахлестки арматурных стержней периодического профиля в сжатом бетоне


Если сравнить графики варианта 1 и варианта 2, то увидим, что вариант 1 предусматривает меньшую длину стыкового соединение арматуры внахлестку. Это объясняется тем, что на момент написания «Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения)» (1978 год) в СССР в основном использовалась арматура с кольцевым периодическим профилем. На момент выпуска Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (2007 год), в РФ наряду со стержнями с кольцевым профилем применялись арматурные стержни с серповидным двухсторонним профилем («европрофиль»). Об особенностях этих видов профилей подробнее можно прочитать в статье «Армирование фундамента: выбираем арматуру (продолжение)». Поэтому современные нормативные документы – это компромиссное решение для определения базовой длины анкеровки арматуры обоих видов профилей. Следует отметить, что нормы проектирования других стран (где преимущественно используется «европрофиль») предусматривают длину анкеровки арматуры в 1,3-2 раза выше, чем по строительным нормам РФ (см. раздел 1.1 Пособия).
Условия соединения арматуры внахлестку без сварки
В соответствии с п. 6.1 Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2007) должны соблюдаться следующие условия:
- относительное количество стыкуемой в одном расчетном сечении элемента рабочей растянутой арматуры периодического профиля должно быть не более 50 %, гладкой арматуры (с крюками или петлями) — не более 25 %. Под «одним расчетным сечением элемента» понимают его участок длиной 1,3 l вдоль стыкуемой арматуры (см. рисунок 1), т.е. стыки арматуры расположены в одном расчетном сечении, если центры этих стыков находятся в пределах длины этого участка;
- усилие, воспринимаемое всей поперечной арматурой, поставленной в пределах стыка, должно быть не менее половины усилия, воспринимаемого стыкуемой в одном расчетном сечении элемента растянутой рабочей арматурой;
- расстояние между стыкуемыми стержнями рабочей арматуры не должно превышать величину, равную 4d;
- расстояние между соседними стыками внахлестку (по ширине железобетонного элемента) должно быть не менее 2d и не менее 30 мм;
- длина перепуска может быть уменьшена, но не более чем на 30 % — при наличии на концах стыкуемых стержней дополнительных анкерующих устройств (загиб концов стыкуемых стержней периодического профиля, приварка поперечной арматуры и др.);
- фактическая длина перепуска должна быть не менее 20d и не менее 250 мм.
В соответствии с разделом 3.2. справочного пособия «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) длина нахлестки (перепуска) арматуры должна быть не менее: 40d для класса А-I и А-II; 50d — для арматуры А-III.
-
1) Ванная и ванно-шовная сварка
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
- Стоимость соединения;
- Скорость подготовки соединения;
- Объем и способ контроля;
- Квалификация персонала
- Тенденция к использованию термически упрочненной арматуры;
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
2) Соединения «внахлестку»

Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры. Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
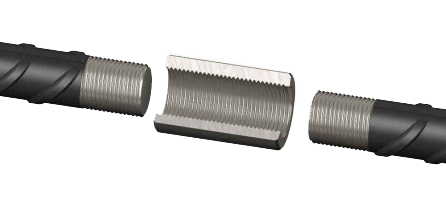
3) Обжимные муфты для соединения арматуры
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:
- Большие габаритные размеры, увеличение массы всей конструкции;
- Необходимость узи или радиографического контроля на местах;
- Гарантированная неповторяемость соединения, даже при работе с одной отливкой металлопроката;
- Невыполнение требования деформативности;
- Монтаж. Использование неповоротливых гидравлических прессов и насосных станций давления
Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon
Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.Способ соединения арматуры Ancon MBT
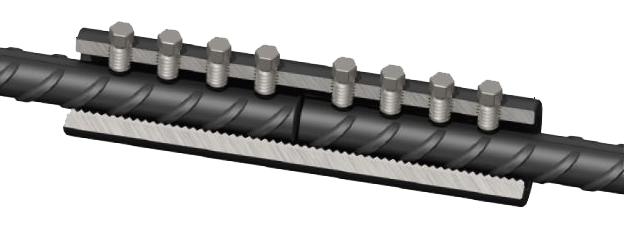
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.Виды сварки арматуры по ГОСТ
Согласно нормативу ГОСТ 14098-91 стыкование арматуры бывает:
- электрошлаковым полуавтоматическим;
- ванно-шовным;
- электродуговым ручным;
- контактным;
- ванным.
При этом само сварное соединение может быть:
- нахлесточным (при электродуговой ручной сварке);
- стыковым;
- тавровым (точечная контактная сварка, для которой используется один электрод в ванне).
Рассмотрим наиболее распространенные методы сварки арматуры подробнее.
Преимущества
- Главным преимуществом здесь выступает простота применения способа и построения конструкции;
- Здесь не нужно использовать сложную технику;
- Итоговое изделие получает достаточно большую прочность, в сравнение с другими методами соединения арматуры;
- Сварку можно проводить в домашних условиях;
- При необходимости, можно менять пространственное положение во время сварки без особой потери качества.
Стыковка внахлест без сварки
Наиболее распространенную арматуру класса А400 А-III соединять, используя сварку, нельзя. Для того чтобы ее состыковать, используется еще один способ, при котором такая работа не используется. Соединение осуществляется благодаря стандартным крюкам или лапкам.
В процессе такого метода стыковки расходуется больше материала. Но, что довольно удобно, не требуется дополнительное оборудование, инструменты и материалы.
Нахлест стержней арматуры осуществляется на длину, которая способна обеспечить передачу расчетных усилий от одного стержня к другому. Стыки арматуры, соединяемые внахлест, должны быть равны длине перепуска, величина которого обозначена в СниП 52-01-2003.
В вышеуказанном пособии указаны определенные варианты соединения стержней арматуры внахлест без сварки. Возможна стыковка:
- прямых концов стержней периодических профилей;
- прямых концов стержней с установкой, которая расположена на длине нахлестки или с приваркой;
- загибов на концах (лапок, петлей, крюков).
Данные виды соединения применимы для соединения арматуры, имеющей номинальный диаметр до 40 мм. Гладкая арматура, которая работает на растяжение, соединяется при помощи крюков, петель, приваренных поперечных стержней или специальных анкерных устройств.