Виды метчиков: классификация инструмента для нарезания резьбы
Виды метчиков: классификация инструмента для нарезания резьбы

Любой инструмент состоит из разного рода деталей, фиксируемых между собой крепежными элементами. Несмотря на то, что резьбовые соединения были хорошо знакомы еще во времена Древнего Китая, Рима и даже Майя, метчики стали применяться в роли резьбообразующего инструмента только ближе к концу 16 века. До тех пор внутренняя спираль гайки создавалась иными средствами, например, токарным станком.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
- ручные;
- машинные;
- машинно-ручные;
- гаечные.

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
- с укороченными канавками для вязкого материала (алюминия, легированных сталей);
- с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
- со ступенчатыми канавками, где каждый участок выполняет свою функцию;
- метчики-протяжки для машинной обработки больших партий изделий;
- комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
- колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
- Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
- Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
- Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент. Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения.
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.

реклама


реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
Разновидности и маркировка
Промышленные предприятия производят множество разновидностей гаечных метчиков, у которых свои конструктивные особенности и эксплуатационные возможности. Согласно конструкционным особенностям, выделяют следующие виды инструмента.
- Стружечно-канавочный. Метчик имеет укороченную длину, другими словами его называют бесканавочным. Особенности его устройства способствуют нарезанию резьбы в предметах, сделанных из вязкой низкоуглеродистой стали, алюминиевого сплава или высокопрочной легированной стали.

- Имеющий канавки, что располагаются вдоль линии винта. Установка таких метчиков считается актуальной на производствах с центрами обработки металлоконструкций. Также ими часто пользуются при формировании глухих видов резьбы.

- Оснащенные режущими зубчиками. Зубья данного приспособления располагаются в шахматном порядке и срезаны через один, поэтому при его использовании наблюдается минимальная сила трения.

- Ступенчатый. У данного вида гаечных метчиков имеется пара участков, каждый из которых имеет определенное предназначение. 1-й основан на схеме генератора, а 2-й на профиле. В ступенчатом инструменте первая часть занимается резкой, а вторая – сглаживанием.
- Комбинированный. Данный вид приспособления включает в себя несколько видов резьбового инструмента и поэтому считается универсальным.

- Метчик – протяжка нашел свое применение при формировании резьбы сквозных отверстий с различными параметрами. С помощью данных приспособлений производят работы на токарных станках с закрепленной в патроне деталью. Таким образом резьба перемещается автоматически при помощи станочного суппорта, а вращается она шпинделем.

- Снабженный внутренней полостью. В процессе обработки детали наблюдается ее охлаждение. Благодаря применению метчиков данного вида, наблюдается высокая производительность резьбовой нарезки.

- Колокольный метчик нашел свое применение при необходимости нарезать внутреннюю резьбу с большим диаметром. У данного вида инструментов сборная конструкция, в составе которой имеются отдельные режущие детали.
Все вышеперечисленные резьбовые инструменты внешне отличаются друг от друга, поэтому спутать их невозможно.

По типу производимой резьбы гаечные метчики делятся на такие виды.
- Метрический. Таким инструментом нарезают метрический тип резьбы. В результате работы получаются элементы с формой треугольника. Маркировка таких деталей имеет букву «М». Чтобы подобрать метчик к определенному диаметру, специалисты советуют пользоваться определенной таблицей.
- Дюймовый инструмент характеризуется конической формой рабочей части. У этого метчика единица измерения диаметра – дюйм.
- Трубный. Инструмент данного вида может быть в форме цилиндра и конуса. Такого рода приспособления обычно применяют для формирования резьбы в трубах.


Производство удлиненных и других гаечных метчиков, которые функционируют на ручном или машинном управлении, регламентируется ГОСТ 3266-81. Изделия с изогнутым хвостовиком должны выпускать строго по специально выпущенному ГОСТу 6951-71. Маркировку приспособлений начинает тип и размер резьбы, например, М6, М8, М4, М5, М3, М2. После этих обозначений можно увидеть класс точности согласно ISO2 или DIN. Также в маркировке метчика может присутствовать марка материала.
Если на инструменте присутствует обозначение HSS, то это значит, что он изготовлен из закаленной стали. На хвостовом участке гаечного метчика можно увидеть информацию о сбеге резьбы, угле наклона канавок, шаге спиральных канавок, вращении канавок, группы применения, внутреннего охлаждения.

Нюансы нарезки резьбы
Как и в любом деле здесь есть свои хитрости и нюансы работы с метчиком. Используя их, можно добиться успеха в нарезании резьбы дома или на производстве. Во-первых, в материале, в котором будет сверлиться резьба, делают небольшое углубление с помощью керна или обычного молотка. Это облегчит точное попадание сверла. Во-вторых, сверло необходимо смазать, это сократит сопротивление и трение между материалами. Смазывают обычно тем, что имеется под рукой: свиное сало, машинное масло или солидол. В-третьих, при работе с маленькой деталью, ее необходимо закрепить в слесарные тиски. Иначе она будет постоянно двигаться, что испортит резьбу. Сам же метчик требуется постоянно смазывать. В-четвертых, нужно помнить о том, что в основном для получения качественной резьбы используется, как минимум три метчика. Каждый из которых имеет свой диаметр и особенности. Подводя итог, можно сказать, что нарезание резьбы – процесс далеко не простой. Первый опыт бывает далеко не идеальным. Поэтому стоит опробовать свои способности на других ненужных материалах. Кроме всего прочего, перед началом работ, внимательно и тщательно изучить все нюансы и сложности работы, разобраться в подборе и видах метчиков, чтобы не попасть впросак.
Далее приведена таблица типоразмеров метчиков, для правильного подбора инструмента.
| Маркировка и размеры, мм | Шаг | Сверление под резьбу |
|---|---|---|
| М3 | 0,5 | 2,5 |
| М4 | 0,7 | 3,3 |
| М5 | 0,8 | 4,2 |
| М6 | 1,0 | 5,0 |
| М8 | 1,25 | 6,7 |
| М10 | 1,5 | 8,5 |
| М12 | 1,75 | 10,2 |
| М14 | 2 | 12,0 |
| М16 | 2 | 14,0 |
| М18 | 2,5 | 15,4 |
| М20 | 2,5 | 17,4 |
| М22 | 2,5 | 19,4 |
| М24 | 3 | 20,9 |
| М27 | 3 | 23,9 |
Используя данные таблицы, можно правильно подобрать метчик и тем самым сделать качественную резьбу.
Сегодня без современных технологий никуда. В том числе и резьбовые соединения, которые присутствуют везде: в квартире, на улице, торговых центрах и предметах мебели. Именно поэтому и был придуман такой прибор, как метчик. Его использование значительно упростило и облегчило жизнь. В особенности это качается тех, кто занимается строительством на дому и освоил технику нарезания резьбы.
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?

Фотография №1: набор метчиков
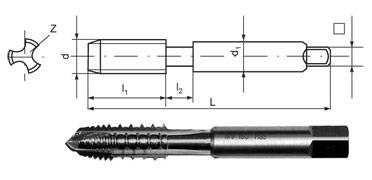
Конструкция метчиков
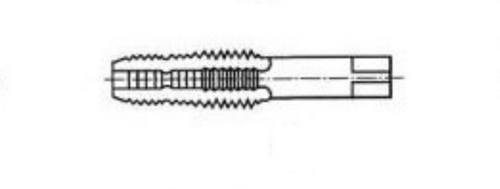
Метчик состоит из рабочей части и хвостовика.
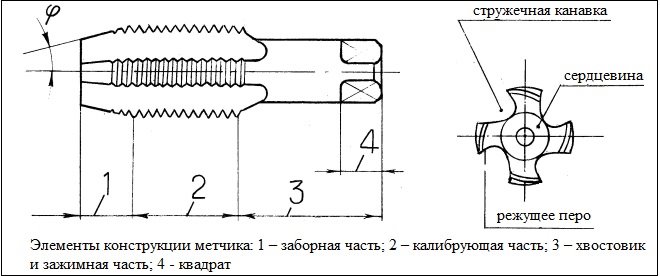
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
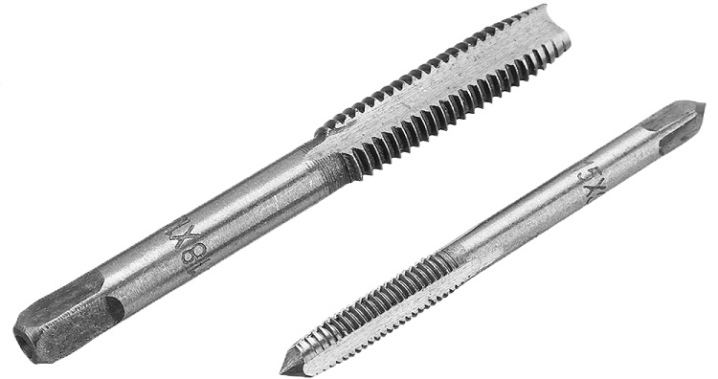
- Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
- Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
- Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №5: метчики-протяжки
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
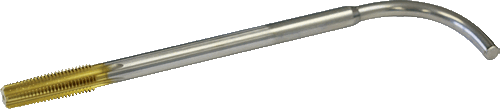
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
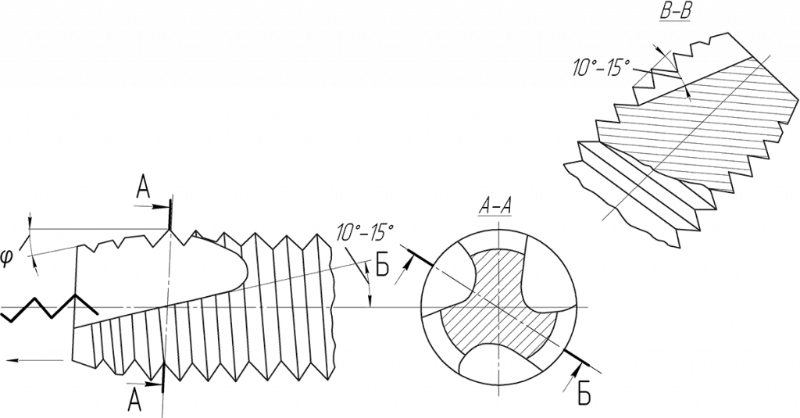
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
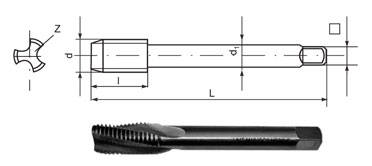
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
Изображение №4: конструкция метчика с шахматным расположением зубьев
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
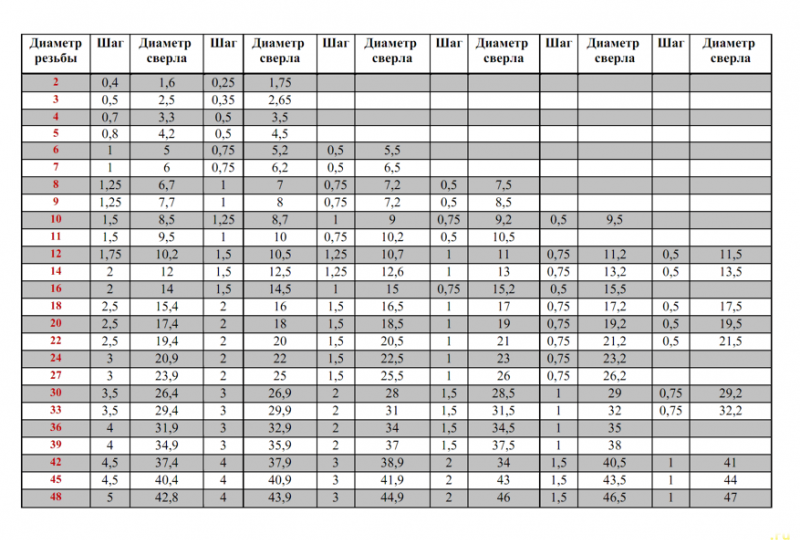
Изображение №5: стандартные диаметры сверл-метчиков
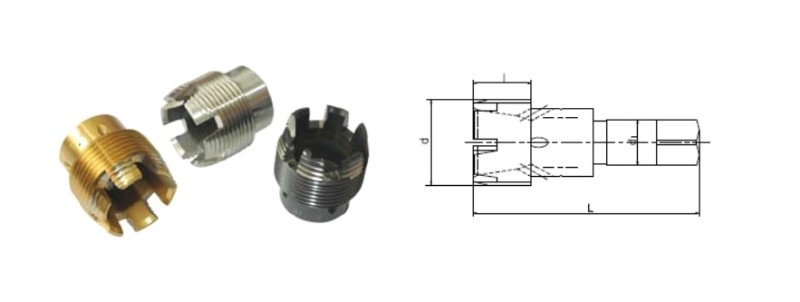
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
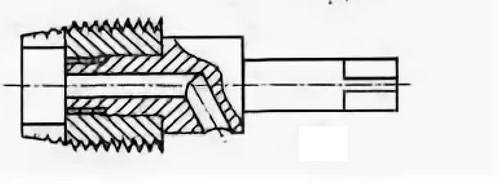
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
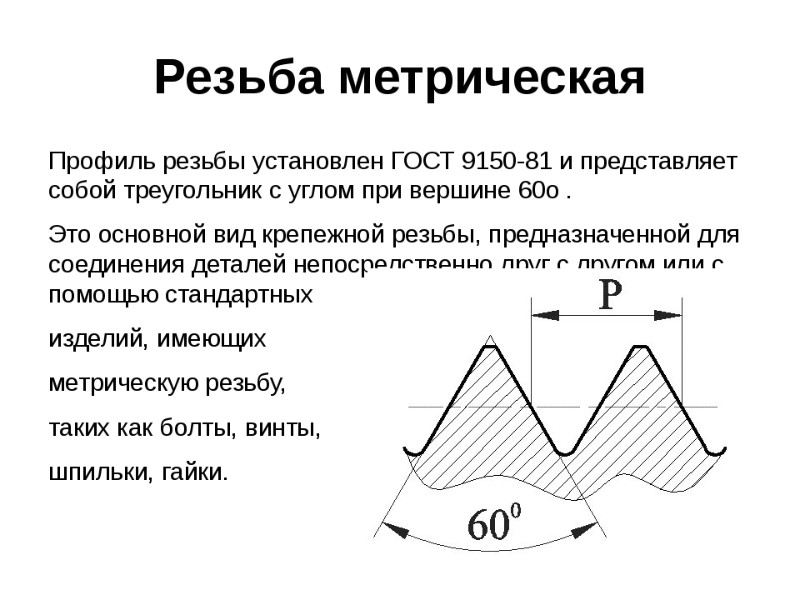
Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
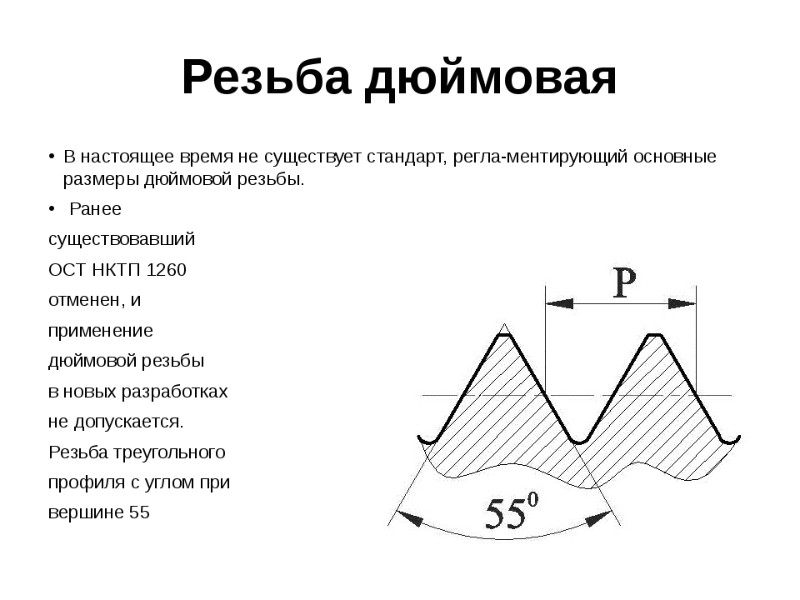
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
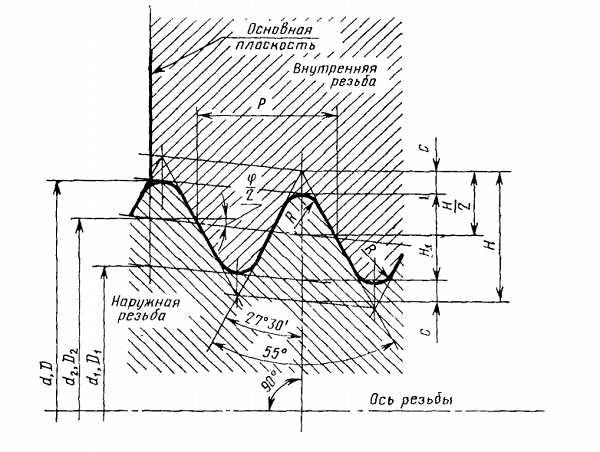
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
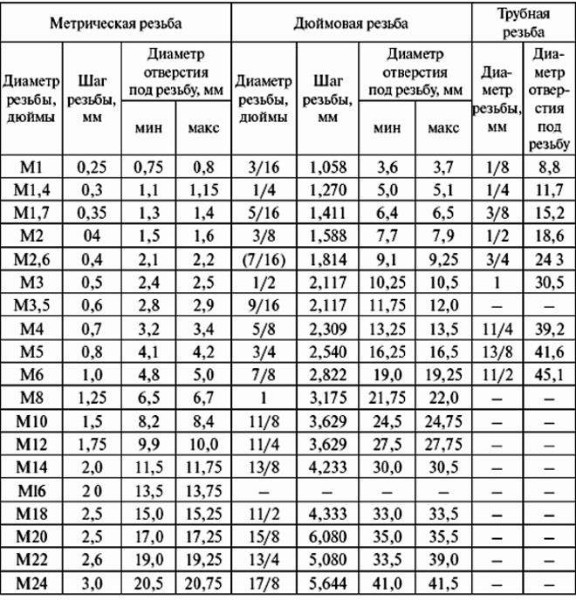
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Что делать со сломанным метчиком
Выполняя ручное нарезание резьбы, иногда ломают метчик для глухих отверстий . Его не сложно выкрутить назад. Для этого существует несколько способов.
- Если из отверстия торчит длинный обломок, необходимо захватить его пассатижами, зажать в тисках, и выкрутить против часовой стрелки.
- Просунуть через канавку метчика кусок толстой проволоки, согнуть края и выкрутить остаток инструмента против часовой стрелки.
- Разломить оставшийся обломок ударами молотка по закаленному керну и извлечь осколки пинцетом.
- Нагреть деталь с обломком в печи, дать остыть вместе с ним, отожженный метчик высверлить.
- Сварить оправку со штырями, которые по диаметру войдут в канавки сломанного инструмента. Выкрутить его по часовой стрелке.
- Приварить к обломку стальной согнутый прут и выкрутить его из отверстия.
Нарезать резьбу собственными руками несложно. Для этого потребуется минимум инструментов и материалов. Каждый раз перед проведением работ, необходимо ознакомиться со справочными данными из таблицы для нарезания резьбы , чтобы сделать отверстие нужного диаметра с правильным шагом.
Как проверить правильность работы
Для того чтобы проверить правильность, а главное, качественность проделанной работы, существуют специальные инструменты — калибры. На таком инструменте обязательно отмечается информация следующего характера:
- Параметры допуска;
- Назначение PK;
- LH шифр для инструментов с левой резьбой.
- Кольцо.
- Пробка.
- Скоба.
Перед тем как начать пользоваться этими способами, следует досконально изучить процессы, выбрать то, что подходит, и строго соблюдать все правила проведения обработки. Не стоит пренебрегать и техникой безопасности, только в этом случае результат будет качественным и точным.