Нормы расхода электродов при сварке – методики и особенности расчета
Нормы расхода электродов при сварке – методики и особенности расчета
- Разновидности существующих норм расхода электродов.
- Расчет расхода электродов.
- Можно ли уменьшить количество расходуемых в процессе сварки электродов?
Точный расчет количества необходимых для проведения сварочных работ электродов – это одна из важных составляющих подготовительного этапа сварочных работ. От того, насколько точно будут произведены данные расчеты, зависит и результативность самого сварочного процесса, и его эффективность, а также то, насколько правильно будут распределены средства, выделяемые на приобретение основных и вспомогательных материалов.

Для того, чтобы точно провести расчет количества электродов при сварке, необходимо учитывать несколько параметров:
- массу наплавленного металла;
- существующие нормы расхода электродов при сварке;
- длину сварного шва.
Нормы расхода электродов при сварке – это максимальное количество расходуемого при производстве продукции материала при соблюдении всех технологических требований.
Параметры, влияющие на расход 

Чтобы произвести расчет расхода электродов на сварочный шов, требуется узнать, что именно оказывает на него наибольшее влияние. К основным параметрам относятся:
- глубина и длина сварочного шва;
- вес наплавленного на соединение металла, который вычисляется относительно массы всей конструкции (в нормативах часто указывается, что максимальным значением является 1,5%, но на практике оно может быть меньшим);
- вес наплавленного металла на 1 метр шва;
- тип сварки.

Таблица расхода электродов
Теоретические и практические расчеты
Нормы расхода электродов при сварочных работах являются табличными значениями, но их можно вычислить и самостоятельно. Существует несколько способов расчета. Один из них основан на использовании коэффициентов. Данный метод подходит для многих сварочных расходных материалов. Он определяется по формуле:
М — вес конструкции;
К — специальный коэффициент расхода, который берется из справочной литературы (зачастую его значение 1,5-1,9).
Еще один способ расчета расхода электродов при ручной дуговой сварке основан на учете свойств расходного материала и металлоконструкции. Здесь используется формула:
F — площадь поперечного сечения;
M — вес 1 кубического сантиметра расходного материала.
При практическом расчете потребуется выполнить еще такие работы:
- замерить огарки;
- отметить силу тока и напряжение;
- измерить длину соединения.
Погрешность расчетов
Нет идеального способа, который бы обеспечил точные данные. Всегда остается небольшой процент отклонений. Практические методы, конечно, обеспечивают точность в несколько раз выше, чем теоретические, но и в них все равно остаются погрешности. На их появление влияют точность выставленного режима, особенности конкретных электродов (часто определяются производителем), работа мастера и многие другие факторы.
Доля погрешности должна учитываться всегда. Стандартно она лежит в пределах 5-7%. Допускаются небольшие отклонения, которые не являются весомой проблемой. Более серьезные неточности могут свидетельствовать о том, что в процессе сварки произошли какого-то рода нарушения.
Важно! Даже при максимально точном расчете материалов всегда нужно покупать их с запасом, чтобы в дальнейшем не возникало проблем с бракованными электродами и т.д.

Таблица расчёта расхода электродов по типу соединения
Расчет расхода электродов по параметрам
В стандартной пачке, как правило, 1 кг электродов. Встречаются и другие варианты, но всегда указывается общий вес расходных материалов, что позволяет точно определить объем покупок после расчетов. Можно просто взять коэффициент расхода конкретной марки и умножить на него требуемое для проведения работ количество материала. Но это даст большую погрешность, так что следует учесть:
- массу металлического стержня без обмазки (которая и берется для расчета);
- диаметр;
- длину (влияет на количество огарков);
- толщину упаковки.
Так как все заводские материалы имеют стандартные значения, то эти данные можно взять из таблицы:
| Диаметр, мм | 2,5 | 3 | 4 | 5 |
| Вес, г | 17 | 26,1 | 57 | 82 |
Расчет на 1 тонну производится по тому же принципу, что и расчет на 1 кг. На практике он осуществляется более просто, так как при крупных объемах работ возникает слишком много факторов, которые будут влиять на расход, соответственно, всегда будет большая погрешность. Чаще всего используется метод коэффициентов, указанный выше.
Наиболее простой способ определить расход электродов на 1 метр шва – таблица или онлайн-калькулятор. Математические действия практически всегда одинаковые, а меняются только входные значения. Поэтому на одной формуле построены целые автоматические системы расчета. Их можно сделать и вручную:
где Н – это показатель расхода;
св — на сваривание;
пр — на прихватки;
па — на правки способом холостых валиков.
Норма расхода электродов на 1 метр шва во время прихваточных работ вычисляется, исходя из количества основной массы наплавочного материала. К расходу нужно добавить 12%, если толщина конструкции меньше 1,2 мм, или 15%, если больше.

Пример нормы расхода электродов для трубопровода
Норма расхода электродов
Расход электродов на тонну металла при монтаже металлоконструкций содержится в нормативных документах. Одним из них является ВСН 452-84. Это один из основных способов получить необходимые для расчета значения, которым пользуются многие предприятия.
Важно! Нормативные значения также предполагают наличие погрешности, которую необходимо учитывать при расчете
Как снизить расходы электродов
Снизить количество требуемых электродов для создания шва можно с помощью применения сварочных полуавтоматов и автоматов. Как правило, при ручной сварке потери составляют на 100% больше. Для промышленных масштабов это серьезный показатель. Использование качественных расходных материалов, в которых нет брака, также помогает снизить расход электродов.
Грамотное выставление режимов оборудования способствует рациональному расходу электродов. Для каждой конкретной марки нужно подбирать свои технические параметры сваривания. Соответственно, точность настройки сварочного аппарата и указанных на нем параметров, что зависит от добросовестности производителя, помогает достичь большей экономии.
Положение сварки также играет большую роль. Потери материала при потолочной и вертикальной сварке значительно выше, чем при тех же процессах, но в нижнем положении. Это связано с разбрызгиванием и обыкновенным скатыванием капель с места соединения.
Заключение
Используя комплексный подход, можно снизить расход электродов на 30% и выше. Для частной сферы расчеты и коэффициенты имеют не такое весомое значение, так как там сварщику приходится сталкиваться с небольшими объемами работ. На производстве же даже 1% неточности может оказать существенное влияние на бюджет.
3 Высчитываем расход сварочного присадочного материала в штуках
При небольшом масштабе сварочных работ необходим поштучный расчет присадочного материала. К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.

Кстати, именно диаметр нам нужен для вычисления количества присадочных материалов в штуках, поскольку именно от этого значения зависит масса наплавляемого одним электродом металла в граммах, которая понадобится для формулы. Находим количество для сварки за один проход: HОП = 103ML/MЭ, где MЭ – та самая масса расплава одного стержня в граммах, которую можно взять из следующей таблицы.
Марка электрода
Диаметр электрода стандартной длины, мм
Как уменьшить расход электродов
Расчет расхода электродов — это, конечно, важно, но мы расскажем вам о дополнительных секретах, которые помогут сократить количество электродов, используемых в работе. Бытует мнение, что расход невозможно сократить, не потеряв при этом в качестве. Это большое заблуждение. Наши советы помогут здорово сэкономить на электродах и качество сварных швов останется на достойном уровне. Итак, вот несколько советов:
- Используя режим ручной сварки увеличивается расход электродов при сварке труб, например, поэтому рекомендуем использовать полуавтоматическое сварочное оборудование. Это уже позволит сократить расход электродов на 5-10%.
- Отдельно обратите внимание на параметры, которые вы установили в своем сварочном аппарате, а именно сила тока и напряжение. Эти значения должны быть подобраны в соответствии с типом электродов и толщиной металла, который нужно сварить. Не устанавливайте большие значения, если варите тонкими электродами, иначе расход может сильно увеличиться.
- Также рекомендуем подстраивать аппарат при смене электродов. Еще стоит правильно выбрать положение, при котором вы будете варить. Зачастую положение определяется опытным путем, но если вы начинающий сварщик, то можете просто прочесть правила сварки и найти там нужную информацию по используемому виду металла.
Если вы будете использовать наши советы, то сможете сократить расход электродов на 1 тонну металлоконструкций и соблюсти нормы расхода сварочных электродов, а качество сварного шва будет напрямую зависеть от вашей квалификации и опыта, а не от количества используемых стержней.
Как провести расчет?
Расчет расхода электродов может осуществляться несколькими методами, их подбор зависит от условий работы. Лучше всего, если расчет будет проводить специалист, он сможет точно определить, есть ли необходимость замены расходных материалов, какие меры можно принять для сокращения стоимости сварки.
Среди методов следует отметить:
Теоретический расчет. Сегодня существует несколько методик, которые позволяют точно определить количество присадочного материала. Обычно для работы применяется формула:

Положение электрода при сварке.
- М – наплавляемый металл, масса в килограммах;
- К – специальный коэффициент.
Но при использовании такой формулы надо учесть следующее:
- для расчета требуется значение площади поперечного сечения, оно умножается на плотность обрабатываемого материала, на длину сварного шва;
- придется учитывать и марку присадки.
Даже если все расчеты проведены правильно, стоит прибавить 5-7% к полученным данным, чтобы в самый неподходящий момент не пришлось прерывать процесс и отправляться в магазин.
Практический метод расчета. Каким должен быть расход электродов, как его рассчитать? Надо правильно определить массу металла, после чего провести тестовые сварные работы. После их окончания замеряется огарок, учитывается сила тока, напряжение, длина сварного получившегося шва. На основании полученных данных определяется количество присадочных материалов, которое необходимо для получения определенной длины сварного шва. Следует учесть, что все условия работы требуется повторять в точности, включая угол положения и внешние данные. В противном случае данные окажутся бесполезными. Обычно таким методом пользуются, если нет возможности брать табличные данные. Но он ничем не хуже табличного, особенно если повторить эксперимент 3-4 раза. В итоге результаты получатся гораздо точнее.
Можно ли снизить расход электродов?
Сварка относится к довольно затратным работам, поэтому многие пытаются сэкономить на расходном материале. Сделать это без ущерба для качества возможно, но только тогда, когда соблюдаются следующие условия:
- Задействован автоматический либо полуавтоматический сварочный аппарат. Потери при ручной сварке доходят до пяти и больше процентов. Аппараты автоматического типа и полуавтоматы позволяют провести работы более качественно и снизить число затрачиваемых электродов.
- Напряжение и сила тока полностью соответствуют типу присадочного материала. Добиться совпадения параметров позволяет правильная настройка сварочного аппарата, что необходимо учитывать заблаговременно.
- Проводится тестовая сварка. Специалисты всегда прибегают к использованию и теоретического, и практического метода расчета. Последний позволяет проверить полученные показатели и скорректировать конечный итог.
Если соблюсти эти три простых условия, количество присадочного материала для проведения сварки будет сокращено до оптимального минимума, а качество проводимых работ не пострадает.
От чего зависит расход материалов
Факторов, влияющих на расход электродов для дуговой сварки – множество, вплоть до усталости сварщика. Основные факторы – используемое оборудование, толщина свариваемых деталей, марка и диаметр сварочного стержня, режим сварки.
Многое, конечно, зависит и от профессиональной подготовки сварщика.
Очень важно подобрать правильную марку электрода, в зависимости от типа и толщины свариваемого металла, и правильно выставить параметры сварки на аппарате.
Для точного просчета необходимого количества расходников надо знать некоторые детали. Необходимо предварительно просчитать массу наплавленного металла. Обычно это не более 2% от общей массы детали.
Рассчитывается расход электродов по формуле, мы предоставим ее вам дальше. Также необходимо измерить параметры шва (длину, ширину и необходимое их количество).
Под рукой необходимо иметь информацию о нормах расходования, которая показывает, сколько металла будет наплавлено на один метр шва.
Эта информация содержится в нормативных документах в табличной форме. Данные эти отличаются в зависимости от марки электрода. Рассчитываются они двумя методами – физическим и теоретическим.
Затем результаты сравниваются, и вычисляется погрешность. Об этом мы также расскажем далее.
Еще один фактор, влияющий на расходование сварочных стержней – тип шва, от него зависит масса наплавленного металла. Вот таблица основных параметров:

При сварке труб
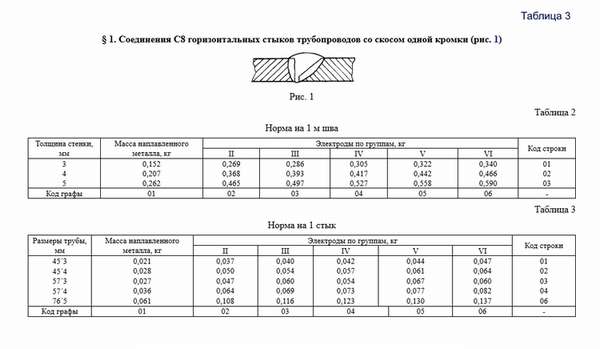
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Как добиться уменьшения расходов электродов
 Снизить затраты помогут некоторые рекомендации. Часть из них имеют универсальный характер и касаются правильного подбора относительно марки и других параметров. Другие советы актуальны для частных случаев.
Снизить затраты помогут некоторые рекомендации. Часть из них имеют универсальный характер и касаются правильного подбора относительно марки и других параметров. Другие советы актуальны для частных случаев.
- Выбор стержня оптимального диаметра и типа покрытия для конкретных сварочных работ – с учетом состава основного металла, толщины детали, пространственного положения и других показателей.
- Применение инверторов. Устройства хороши тем, что позволяют точно настроить параметры (нужную полярность, силу тока и прочее), исключив перегрев и залипание электрода и снижая разбрызгивание металла до нормативных показателей.
- Унифицированные электродержатели для РДС (ГОСТ 14651-78) – они позволяют до минимума уменьшить длину огарка и задействовать полезную длину стержня в максимальной степени.
- Использование электродов с повышенной концентрацией железного порошка в обмазке (например, таких как АНО-1). Благодаря им увеличивается проплавляющая способность электродуги, хорошо варятся стыковые соединения даже с расширенными и нерегулярными зазорами.
- Подбор, при необходимости, не универсальных, а специализированных электродов – например, в случае, когда необходимо сделать глубокий провар корневого шва.
- Использование манипуляторов (сборочных кондукторов) – актуально для сварки в нижнем положении (трубы, профиль и т. д.).
- Соблюдение условий транспортировки и хранения – обще требование, от которого зависит сама возможность выполнять качественную сварку.
- Применение автоматических или полуавтоматических сварочных аппаратов. Если потери при ручной дуговой сварке из-за разбрызгивания металла могут составлять до 5%, то автоматизация процесса позволяет снизить их в два раза. Но применение таких машин ограниченно – они имеют большой вес и габариты, поэтому не подходят, например, для монтажных работ.
- И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
Образцовым качественным показателям соответствует продукция Магнитогорского электродного завода. МЭЗ предлагает высокопроизводительные сварочные электроды для ММА, которые при правильном соблюдении техпроцесса позволят оптимизировать производственные затраты не в ущерб качеству результата.