Резьба м10
Резьба м10
09 Ноября 2018, 11:20 9158
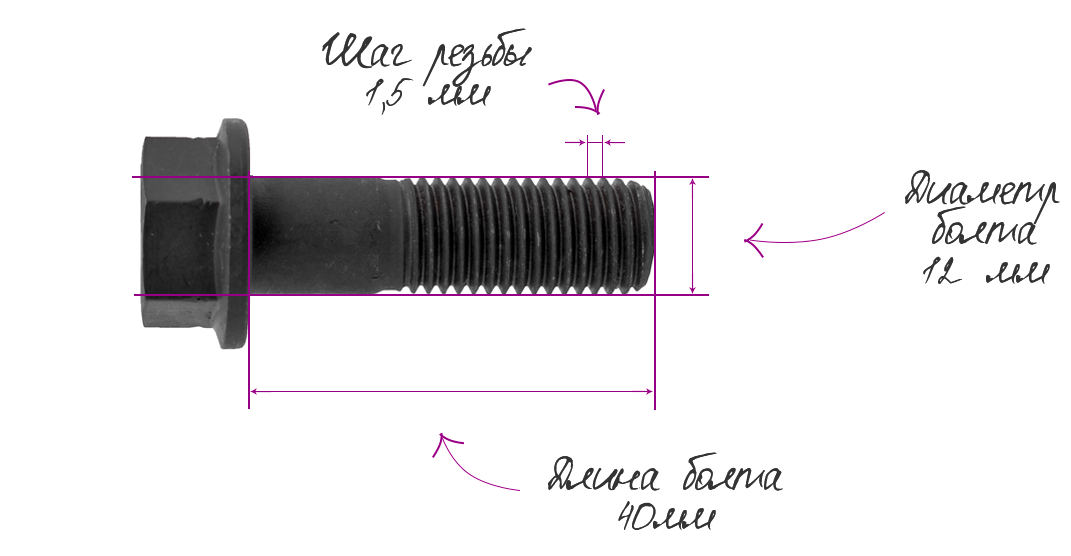
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт). Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
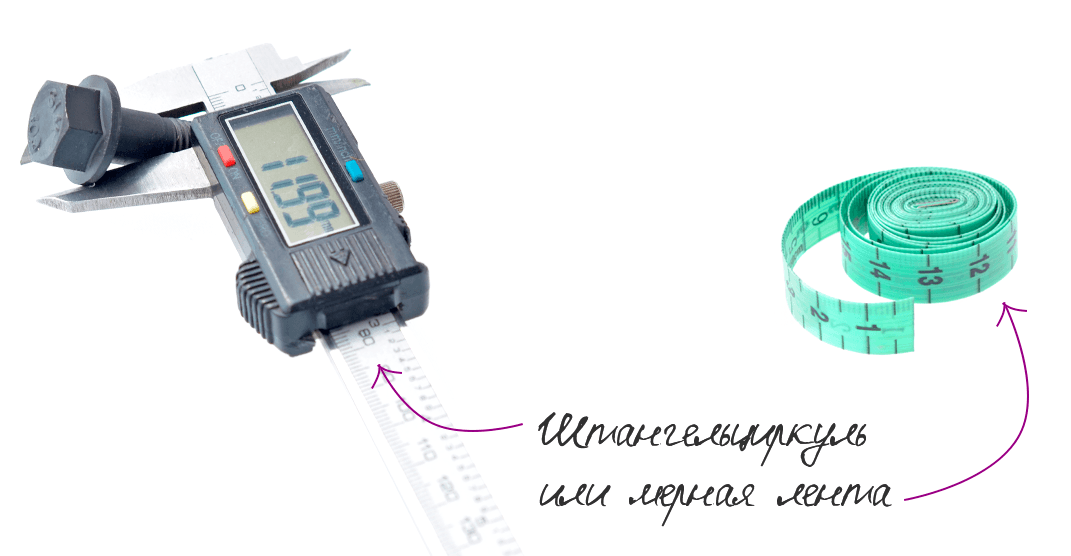
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
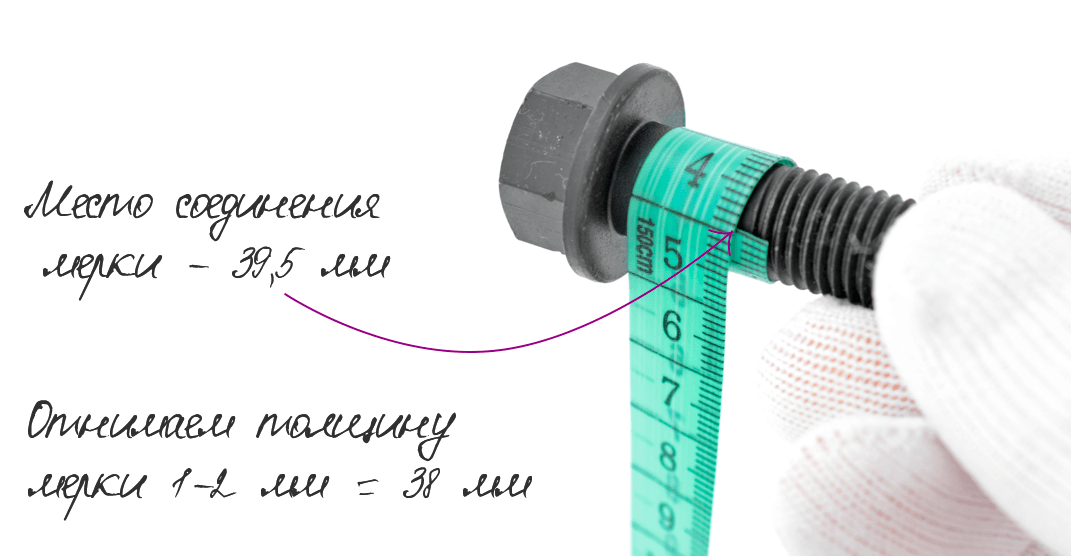
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
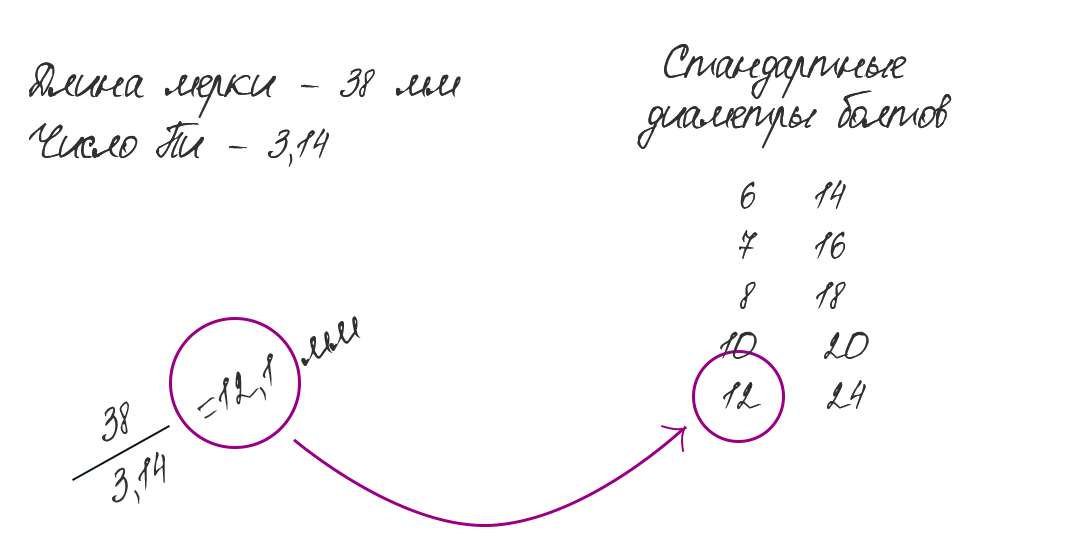
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть колесной шпильки, где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
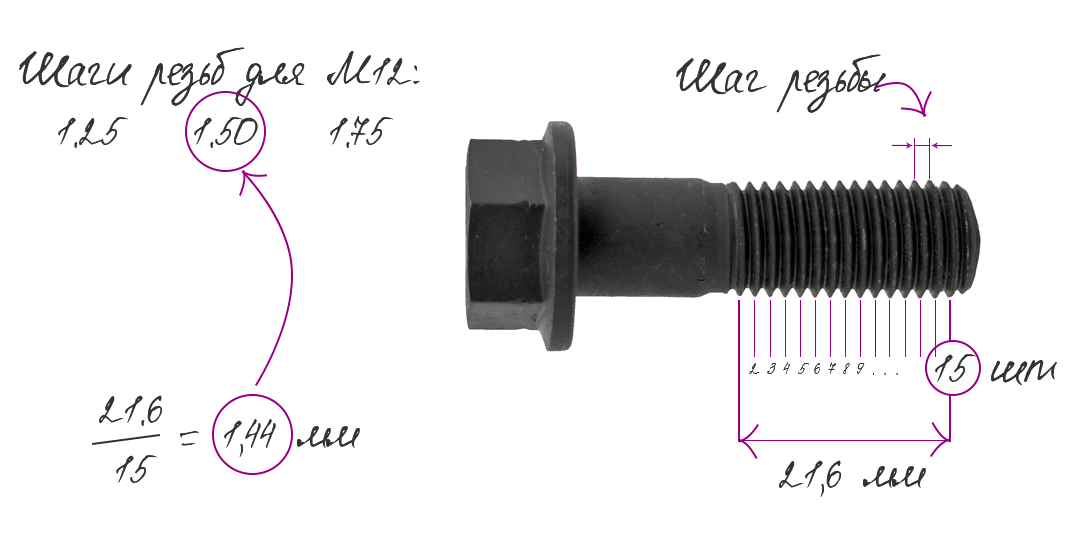
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
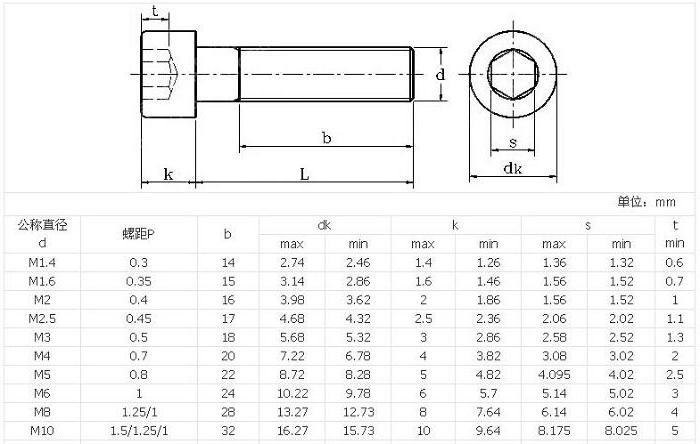
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта. Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) — здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике «резьба М10», диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
- 0,5 мм;
- 0,75 мм;
- 1 мм;
- 1,25 мм.
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.
Как определить шаг резьбы без резьбомера?
В некоторых ситуациях у вас есть у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу стоит уточнить, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер и штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.

Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.

реклама


реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
На эту резьбу распространяется стандарт ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая».
Единица измерений параметров: дюйм.
Направление: левая резьбы.
2 класса точности: класс А (повышенный), класс В (средний).
Почему для измерения используем дюймы?
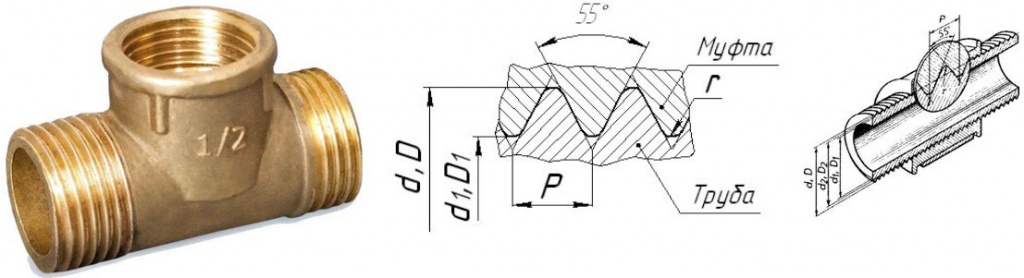
Дюймовые размеры пришли к нам из Западной Европы. Требования стандарта ГОСТ 6357-81, который действует в странах постсоветского пространства, основаны на базе резьбы BSW (British Standard Whitworth), известной как резьба Витворта. Англичанин Джозеф Витворт (Joseph Whitworth), инженер по образованию, в 1841 году предложил новый для того времени тип нарезания резьбы. Он разработал удобный и надежный стандарт для мелкой резьбы с фиксированным углом канавки 55° и имеющей стандартный шаг для данного диаметра. Это нововведение вскоре стало первым национальным стандартом, его приняли железнодорожные компании, которые ранее использовали различные ре́зьбы. Стандарт был применён повсеместно. Позже он стал одним из британских стандартов и стал называться британский стандарт Витворта (сокращённо BSW).
Этот тип резьбы применяется как в самих трубах, так и в трубных элементах и соединениях (угольники, муфты, контргайки, тройники).
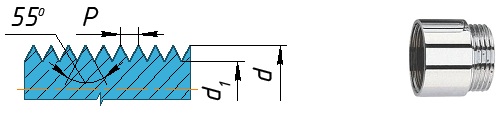 В сечении профиля можно увидеть равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура для более высокой герметичности соединения.
В сечении профиля можно увидеть равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура для более высокой герметичности соединения.
Нарезать резьбу допускается на трубах до 6 дюймов. Труба в диаметре более 6” сваривается для большей надежности и герметичности.
Условное обозначение дюймовой резьбы в международных стандартах
Международная: G.
Великобритания: BSPP.
Япония: PF.
Указывается буква G и диаметр прохода (внутренний диаметр) трубы в дюймах. Наружный диаметр резьбы в обозначении отсутствует.
Примеры обозначений резьбы:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2». Наружный диаметр трубы составит 20,995 мм (см. таблицу ниже), кол-во шагов на длине 25,4 мм (1дюйм) будет равно 14.
Также могут быть обозначены класс точности (А, В), направление витков (LH), длина свинчивания (обозначается последней, в мм):
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
G 1 ½ -В-40 — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, длина свинчивания 40 мм.
Для внутренней трубной цилиндрической резьбы будет обозначен только диаметр трубы, для которой предназначено отверстие.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Шаг резьбы (метрическая и дюймовая)
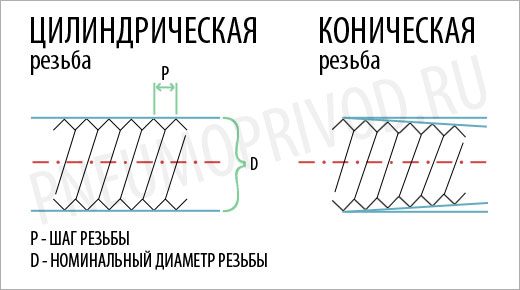
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
|---|---|
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
|---|---|---|---|---|---|
| Обозначение | Число ниток N на 1″ |
Шаг резьбы S, мм |
Наружный диаметр резьбы, мм |
Средний диаметр резьбы, мм |
Внутренний диаметр резьбы, мм |
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики и плашки для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.
Похожие статьи

Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ! Просто пришлите заявку на наш e-mail: ALL@RINSCOM.COM или заполните форму заявки кликнув на кнопку ниже:
Каталог инструментов
Помощь покупателям
Компания
Телефоны в регионах
- +7 (495) 108-02-35 — Москва
- +7 (812) 425-62-55 — Санкт-Петербург
- +7 (473) 200-71-64 — Воронеж
- +7 (343) 302-29-40 — Екатеринбург
- +7 (3412) 91-87-09 — Ижевск
- +7 (843) 207-29-50 — Казань
- +7 (861) 204-19-50 — Краснодар
- +7 (391) 290-23-65 — Красноярск
- +7 (831) 235-03-12 — Нижний Новгород
- +7 (383) 312-03-59 — Новосибирск
- +7 (8412) 23-45-29 — Пенза
- +7 (342) 211-15-68 — Пермь
- +7 (863) 309-08-02 — Ростов-на-Дону
- +7 (4912) 77-65-28 — Рязань
- +7 (846) 215-04-65 — Самара
- +7 (8452) 39-54-61 — Саратов
- +7 (4872) 75-10-25 — Тула
- +7 (347) 214-95-08 — Уфа
- +7 (351) 799-57-30 — Челябинск
Контакты
Бесплатный многоканальный телефон
8 (800) 200-48-32
Адрес основного представительства:
109202, г. Москва, ул. 1-я Фрезерная, д.2/1, стр.5, этаж 1
E-mail для предложений, отзывов и заказов:
ALL@RINSCOM.COM
Оставьте отзыв о нашем магазине

Хотите оставить отзыв о работе нашего интернет-магазина? Это можно сделать на Яндекс Маркете!
Принимаем к оплате

© 2006 — 2020. ООО “Региональная инструментальная Компания”
Rinscom.com
Вся информация на сайте – собственность интернет-магазина rinscom.com
Публикация информации с сайта rinscom.com без разрешения запрещена.
Работая с этим сайтом, вы даете свое согласие на использование файлов cookie.
Это необходимо для нормального функционирования сайта.