Дефекты сварочных швов; проверка и контроль сварочных швов
Дефекты сварочных швов — проверка и контроль сварочных швов
 Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Виды дефектов сварки
Правильный сварочный шов подразумевает однородность состава основного и присадочного материала, образование нужной его формы, отсутствие трещины, непровара, наплыва, наличием чужеродных веществ. Различают следующие виды дефектов сварных соединений:
- наружные;
- внутренние;
- сквозные.
Что собой представляют наружные дефекты?
Наружные дефекты сварных швов и соединений обнаруживаются визуально. Нарушения режима сварки, не соблюдение точности направления и движения электрода из-за спешки или безответственности сварщика, колебания напряжения электричества при производстве сварочных работ приводят к образованию шва неправильного размера и формы.
Характерными признаками наружного вида брака являются: различие ширины продольных швов и катетов угловых, резкость перехода от основной стали к наплавленной.
При ручном способе сварки нарушения происходят вследствие ошибок в подготовке кромок, пренебрежения режимом и скоростью сварки, отсутствия своевременного контрольного обмера. Дефекты сварных швов и причины их образования при ведении автоматического или полуавтоматического способа сварочных работ кроются в чрезмерных скачках напряжения электричества, ошибках в режиме. Различают следующие наружные виды дефектов сварных швов:
Трещины швов бывают горячие и холодные, продольные, поперечные, радиальные. Первые из них имеют место при применении высоких температур от 1100 до 1300°С, воздействующих на свойства металла в плане снижения пластичности, появления деформаций растяжения. Этот вид дефектов сварных швов сопровождается увеличением в составе стали нежелательных химических элементов. Холодные трещины могут появляться при температуре до 120°С во время остывания, позже – под воздействием нагрузок во время эксплуатации. Причиной данного вида брака может стать снижение прочности стали из-за сварочных напряжений или присутствие растворенных атомов водорода.
Подрез характеризуется наличием углубления между сплавленной и основной сталью. Этот вид дефекта сварочного шва встречается больше других. Увеличение напряжения дуги при быстрой сварке, приводит к утончению толщины стали, снижению прочности. Более глубокая проплавка одной из кромок является причиной стекания жидкой стали на другую поверхность, из-за чего канавка сварки не успевает заполниться. В данном случае, дефекты сварки и способы их устранения определяются визуально. Недостатки в работе устраняются путем зачистки, с последующей переваркой.

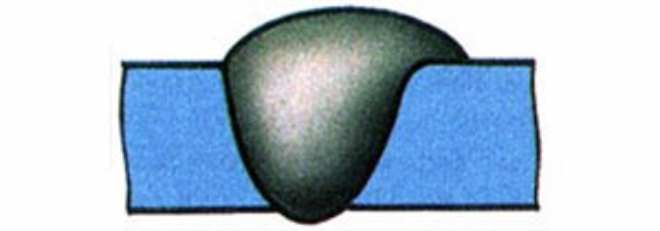
Наплыв возникает, когда сплавленный металл натекает на поверхность основной стали без образования однородной массы с ним. Этому виду брака характерно образование очертания шва без обретения достаточной прочности, что сказывается в общей выносливости металла. Причина брака в применении низкого напряжения дуги, наличие окалин на кромках частей, натекание проплавленной стали при сварке горизонтальных швов, когда поверхность свариваемых конструкций вертикальна. Чрезмерно медленная сварка также приводит к образованию наплывов, из-за появления излишек расплавленного металла.
Кратеры появляются из-за резкого отрыва дуги. Они имеют вид углублений, где может образоваться непровар, рыхлость материала с усадочным свойством, приводящим к появлению трещин. Кратеры возникают из-за погрешностей сварщика. Так как кратер обычно является причиной появления трещин, из-за чего не допускается, при его обнаружении следует зачистить, затем заваривать повторно.

Свищи имеют вид воронок с углублением на теле шва. Они образуются из раковин или пор достаточно больших размеров, при недостаточной подготовке поверхности элементов сварки и присадочной проволоки. Данный вид дефекта также можно увидеть при визуальном осмотре и подлежат немедленному устранению.

Внутренние дефекты сварочных швов
Внутренние недостатки сварки визуально обнаружить невозможно. Обычно появляются из-за нарушения технологического процесса сварки и не надлежащего качества материала. При внутренних дефектах также могут появиться трещины, но они не видны или малы, но со временем могут раскрыться. Скрытые трещины опасны тем, что их трудно обнаружить, а напряжение может возрастать постепенно, и может привести к скоротечному разрушению конструкции, поэтому чрезмерно опасны. Причиной брака могут быть огромные напряжения, быстрое охлаждение при использовании углеродистых и легированных сталей. Наиболее распространенные виды данного рода дефектов следующие:
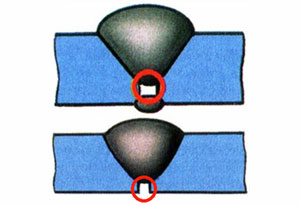
Непровар происходит при недостаточном сплавлении свариваемых частей шва на местах. Причина кроется в ненадлежащей подготовке кромок, связанных с наличием ржавчины, окалины, недостатком зазора и притуплением кромок. Кроме этого, спешка и быстрая скорость ведения сварки, малая сила тока или смещение электрода от оси шва тоже могут привести к непровару шва. Из-за уменьшения сечения сварного шва появляется концентрация напряжений, что отражается в снижении прочности соединений, которая составляет при вибрационных нагрузках до 40%, а большие участки непроваров – до 70%. При превышении допустимых значений требуется зачистка шва и ее переварка.
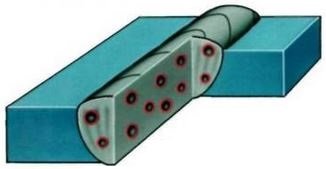
Поры – это свободные пространства сварного шва, заполненные газом, преимущественно, водородом. Причиной этого вида брака является наличие чужеродных примесей в свариваемых материалах, сырость, недостаточная защита сварочной ванны. При превышении допустимых концентраций пор сварочный шов подлежит переварке.
Кроме этого, можно отметить шлаковые, вольфрамовые, оксидные включения, также возникающие при нарушении технологии сварочного процесса.
Сквозные дефекты
Этот вид брака подразумевают наличие пор, проходящих через всю толщину сварки, также обнаруживаются визуально. Преимущественно возникают при ведении сквозной сварки. При данном виде дефекта возможно появление прожогов и трещин.

Прожог возникает от применения большого тока и медленной сварки. Причина – чрезмерная открытость зазора у кромок, неплотное прилегание подкладок, вследствие чего происходит утечка сварочной ванны. Проверка шва на наличие брака проводится визуально, при его превышении допустимой нормы, требуется зачистка и переварка сварки.
Классификация сварных дефектов 

Исходя из принятых ГОСТов, выделяют следующие виды дефектов сварных швов:
- нарушение формы;
- непровары и несплавления;
- Твердые включения;
- Полости;
- Трещины;
- Прочие дефекты.
Каждый из этих видов делится на несколько подвидов.
- Радиальные, которые радиально расходятся из одной условной точки;
- Поперечные, ориентация которых проходит поперек оси шва;
- Продольные, ориентация которых проходит параллельна оси шва;
- Разветвленные групповые;
- Раздельные групповые;
- Расположенные в картере;
- Микротрещины, которые не видны невооруженным глазом.
Газовая полость – обладает произвольную форму без углов. Есть следующие разновидности:
- С цепочным расположением;
- С расположением в виде скопления;
- С равномерным распределением;
- Продолговатые полости;
- Кратеры;
- Усадочные раковины.
Твердые включения – инородные предметы любого типа материала, которые оказались внутри шва.
- Остроугольные – в которых имеется хотя бы один острый угол;
- Оксидные включения – элементы содержащие кислород, к примеру, ржавчина;
- Флюсовые включения – предметы, которые попали в шов в результате применения флюса;
- Шлаковые включения – попадания сварочную ванну неочищенных кусков шлака;
- Металлические – попадания в расплавленный металл частичек тугоплавких элементов, таких как вольфрам, медь и прочее.
- В корне соединения;
- Между валиками;
- На боковой поверхности.
- На одном или нескольких небольших участках шва;
- По всей длине соединения.
- Наплав;
- Подрез;
- Прожог;
- Усадочная канавка;
- Натек;
- Неровная поверхность;
- Слишком высокая выпуклость швов;
- Превышенное проплавление;
- Вогнутая структура корня;
- Неравномерное распределение ширины валика;
- Большая асимметрия соединения;
- Незаполненные разделанные кромки;
- Смещение элементов, угловое или линейное;
- Несоответствующий профиль шва.
Подрезы – углубления продольного типа. Образующиеся на поверхности деталей. Они появляются со стороны корня.
Вогнутость корня – небольшая канавка, образованная со стороны корня шва.
Превышение проплава – слишком большое количество наплавленного металла на обратной стороне соединения.
Чрезмерная асимметрия – когда один катет сварного шва значительно превышает другой.
Линейное смещение – смещение элементов по уровню расположения.
Угловое смещение – смещение углового положения деталей.
Наплав – избыточное количество металла на поверхности основного.
Натек – часть металла, которая не имеет сплавления с основным, но находится на его поверхности.
Прожог – сквозное отверстие на том месте, где должен быть образован валик шва.
Существуют также дефекты, которые не включены в ГОСТ, но все равно являются тем, что мешает достижению высокого качества соединения. Сюда входит:
- Металлические брызги;
- Местные повреждения, которые случаются при зажигании дуги не в том месте;
- Задир поверхности;
- Утонение металла.

Различные дефекты сварных швов
Методы контроля
Для определения, какие именно дефекты присутствуют, а также какие размеры они имеют, чтобы узнать, входят ли они в допустимый диапазон, используют дефектоскопию сварных швов. Существуют следующие методы:
- Визуальный – простая процедура осмотра, во время которой могут применяться увеличительные приборы. Он применяется практически постоянно, вне зависимости от последующих способов контроля.
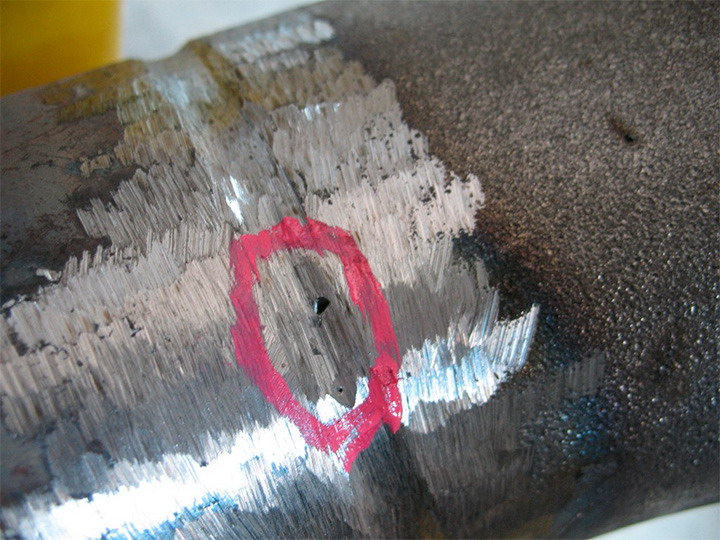
- Цветная дефектоскопия – проверяет наличие микротрещин. Принцип действия основан на проникающих свойствах жидкости для этого применяются сверхтекучие материалы, такие как керосин. На обратной стороне помещается материал, меняющий цвет при контакте с керосином.
- Магнитный метод – основан на принципе распределения электромагнитных волн. Во время прохождения через неравномерную поверхность волны искажаются.
- Ультразвуковой метод – один из самых распространенных. Для него применяются переносные ультразвуковые дефектоскопы. Метод основан на отражении звуковых волн от поверхности.
- Радиационный метод – здесь применяется просвечивание рентгеновскими и гамма лучами. В итоге можно получить снимок дефекта, где будут видны все его детали.
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
Варианты исправлений

Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Иногда есть возможность прогрева дефекта до исправления. Тогда поверхность шва и место обработки будут близки по температурам, а с концов трещины уйдет напряжение. Так можно исправить наружный тип трещин.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.

Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Чтобы исправить деформирование термическим путем деталь нагревают до состояния пластичности, и позволяют ей снова остыть. Обратное напряжение, которое при этом возникает, нейтрализует деформацию.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Классификация дефектов сварных швов
При воздействии различных факторов при работе образуются некоторые недопустимые несоответствия шва. Дефекты сварки подразделяются на несколько групп, допуски которых находят подробное описание в ГОСТе:
- Наружные дефекты имеют неравномерную форму конструкции, следствием не соблюдения технологии формирования.
- Согласно ГОСТ-23055, к внутренним бракованным частям принимаются неметаллические либо шлаковые отложения, несплавления и непровары металлических изделий. К выявлению данной категории брака применяются приборы контроля сварочного производства.
Также встречаются сквозные прожоги и трещины, которые недопустимы при эксплуатации материала. Основными недочетами при производстве шва, считаются некачественный металл или оборудование, а также неподготовленный персонал, пренебрегший технологии процесса.
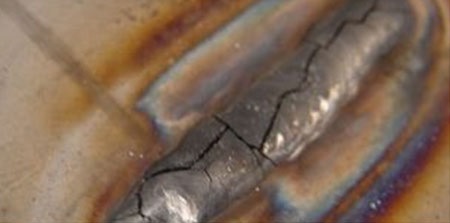
Трещины
Наиболее опасные дефекты сварного шва являются трещины. Появление данных несоответствий способствует разрушению конструкции, выявляются на линии, рядом располагающихся участках. Дефекты сварных швов образовываются с малым раскрытием после производства соединения, в последующим, в следствии напряжения, размеры увеличиваются.
Классифицируются трещины на:
- Холодные, возникшие после остывания, при температурах ниже 320 °C. Появляются недуги как сразу, так и при эксплуатации устройства. Причиной может являться нарушение технологии сварки, формирования соединения.
- Горячие, формируются при кристаллизации металла на высоких температурах, из-за резкого падения пластических характеристик металла. Способствует дефекту наличие недопустимого количества кремния, водорода, никеля, углерода. Распространение происходит вдоль стыковки либо поперечно, классифицируются на макро и микроскопические трещины.

Продольная трещина на шве
Исправление производится рассверливанием по всей полости, в целях исключения развития, брак удаляется и наваривается новое соединение.
Полости
Произвольная форма, появившееся при результате воздействия газов, называется полостью. Возникает при расплавлении металла, не полном цикле оттеснения излишних газов, не правильного формирования сварочной ванны. Несплошности образовываются к форме продолговатых полостей, к категории относятся кратеры и раковины. Основной разновидностью браковки сварки, являются свищи, появившиеся обстоятельствами:
- пластичность металла не соответствует требованиям;
- закалочные структуры;
- неравномерный нагрев.
Дефекты отличаются по форме, глубине и расположению, которое может находится как на внутри, так и на внешней части шва. Свищи имеют продолговатую трубчатую форму, причиной появления являются газы. Не соблюдение технического регламента, а именно наличие на участке сварки масла, окисления и прочих загрязнений ведут к дефекту конструкции.

Полость в сварном шве
Некачественный инструмент может организовать непоправимые разрушения, так же как и использование вспомогательных материалов в виде флюсов. Повышенная скорость изготовления, нестандартный ход защитных газов неблагоприятно воздействуют на характеристики шва. Поры образуются вследствие применения неисправного инструмента, проволоки, чрезмерно проветриваемого помещения.
При обрыве дуги, либо не верного способа выполнения конечного участка, образуются кратеры. Внешний вид обуславливается видом воронки, которую нужно заварить по обнаружению. Современные агрегаты, изготавливающие сварочный шов, способны устранить несоответсвие путем снижения тока по окончанию соединения.
Твердые включения
Инородные вещества любого происхождения являются серьезной проблемой в процессе сварки. Основные ошибки — большая скорость сварки, ток малой силы, загрязненность кромок. Дефекты сварного шва производятся из-за:
- флюсовых остатков;
- шлаковых либо оксидных включений.
Оксидные, образовываются результатом отсутствия зачистки металла, химического воздействия. Шлак, при соблюдении технологии, всплывает на поверхность, однако при некоторых ситуациях остается внутри шва. Защитными газами создается среда, при которой невозможно включения инородного тела. Металлические включения могут быть опасны, т.к. имеют размеры до нескольких десятков миллиметров.

Различные виды включений в сварные швы
Условия возникновения зависят на тип образования:
- разобщенным;
- линейным;
- прочим образованием.
Участок производимых действий по сварки, на котором превышается содержание шлаковых добавок, переваривается. Зачастую включения проявляются на местах стыковки статичного и добавляемого шва, при исполнении многослойных изделий.
Несплавления и непровары
Отсутствие стыковки основного металла, или между отдельными элементами называется несплавлением. Различаются на поверхностные, состоящие между вилками, расположенные при основании шва. Основными причинами несплавлений определяют:
- увеличенная длина дуги;
- несоответствующая зачистка кромок;
- уменьшенный сварочный ток;
- повышенная скорость сварки.
Наличие дефекта статическими соединениями может быть восполнено дополнительным наплавом. В результате, происходит снижение прочности, возникает концентрация напряжений зоной несплавления.

Непровар на шве
Недостаточное сплавление стыка при зоне сварки именуется непровар. Основными причинами является остатки ржавчины, окисления, окалины, других неблагоприятных воздействий. В следствие уменьшения концентрации, возрастает возможность появления напряжений, отрицательно сказывающихся на конструкции в целом. При отклонениях от допусков, зоны с непроваренным швом зачищаются до основания, операция по сварке происходит заново.
Нарушение формы шва
Отклонение от заданных параметров формы поверхности шва, геометрического состояния соединения, обуславливается нарушением формы.
Существуют различные нарушения, каждый из которых возникает вследствие определенных условий.
- Подрезы – по краям сварного шва образуется дефект в виде углублений при продольном расположении. Образуется зачастую при повышенной скорости сварки, результатом чего сварочная ванная затвердевает быстрее, чем положено. Увеличенное расстояние дуги способствует распространению ширины шва по металлу, т.к. при такой схеме теплоотдача дуги остается на прежнем уровне, мощности не хватает для расплавления всей полости металла.
- Избыток наплавленного материала, обнаруженный на внутренней стороне сварного шва – превышение проплава. Дефектами линейного смещения называют состояние, при котором соединяемые детали располагаются на разном уровне, между стыками существует разница в высоте. Существует угловой тип брака, при ситуациях, когда угол асимметричен стыковому элементу.
- Наплав – избыточное количество материала, образованное при процессе стыковки шва. Дефект образуется вследствие излишне длинной дуги, неверного наклона электрода, повышенного сварочного тока.
- Прожог – сквозное отверстие, образованное в результате вытекания металлической составляющей сварочной ванны. Брак образуется результатом использования большого тока при малой скорости движения электродом, плохая подкладка или неверный зазор кромок.

Нарушение формы шва
Также существуют прочие неприятности, связанные с формой, к примеру, вогнутые края шва, образованные со стороны корня соединения. К прочим несоответствиям приравниваются задиры поверхностного типа, случайная дуга, брызги металла, и другие.
Наружные дефекты
К таковым относят:
1. Кратеры
Представляют собой воронкообразные впадины в центре сварочных швов, образующиеся по причине неожиданного обрыва дуги. Устраняется дефект завариванием на пониженных токах (наиболее современное оборудование для сварки даже снабжается для этого специальным ПО).
2. Прожоги
В отличие от кратеров, являются сквозными отверстиями, прожигаемыми в металле из-за слишком широкого зазора между кромками, замедленной скорости при сварке или подаче чрезмерного тока. Наиболее часто возникают при сварочных работах с высокотеплопроводными и легкоплавкими металлами (например, алюминиевыми сплавами), и устраняются, соответственно, установкой нормальной геометрии, повышением скорости и понижением тока.
3. Наплывы
Представляют собой застывшие массы оплавившейся присадки, попавшие на металл, но не сплавившиеся с ним. Образуются наплывы из-за плохой очистки поверхности (особенно от окалины) и неудачно выбранных сварных режимов. Устранение окисла и перенастройка режима проблему устраняет полностью.
4. Подрезы
К появлению этих бороздок, образующихся при сварке параллельно шву, виновны опять-таки неправильно выбранные параметры сварки (дуговое напряжение, сила тока, скорость, неверное направление газовой струи). Чаще всего появление этого дефекта наблюдается при сварке таких соединений, как нахлесточные и тавровые. Устраняется дефект путем уменьшения длины дуги и сварочной скорости.
5. Непровар
Этот дефект представляет собой противоположность прожогу, и, в силу слабости тока, высокой скорости сварки и/или некачественной подготовки кромок, приводит к недостаточной глубине шва или отсутствию образования качественной стыковки. Устранение причин возникновения непровара позволяет нивелировать и негодный результат.

Очевидно, что основной причиной возникновения большинства внешних дефектов является неопытность либо недобросовестность сварщика.
Классификация
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от категории сварочных работ. Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Внутренние дефекты сварных швов.
Данные дефекты проявляются в основном при неправильном выборе способов сварки и защитных веществ, хотя могут проявляться и при неправильной технике выполнения работ.
- Горячие трещины образуются в тот момент, когда металл еще не остыл до температуры затвердевания. Могут появиться как результат неправильного подбора присадочной проволоки или электродов неподходящего состава. При некоторых сопутствующих условиях могут образоваться при неправильном обрыве сварочной дуги.
- Холодные трещины образуются в уже затвердевшем металле. Причиной таких дефектов является неправильный расчет нагрузки, которую может выдержать стык.
- Пористость сварного шва — проблема, с которой могут столкнуться все сварщики. Причин образования пор существует огромное множество, но их можно сгруппировать в две категории:
- Некачественная подготовка поверхности, в результате которой в шов попадают посторонние вещества (окалина, влага, масло и другие). Устраняется внимательным выполнением этого этапа работы.
- Нарушения применения защитных газов или флюсов. В данном случае они не в полном объеме выполняют свои функции, что и приводит к образованию пор. Чаще всего причина кроется в недостаточном количестве газа, который не перекрывает доступ кислорода к сварочной ванне. Хотя такая же ситуация возможна и при чрезмерной подаче газа, при этом осуществляется подсос воздуха. Иногда причиной возникновения может стать обыкновенный сквозняк, который просто сдувает защитную атмосферу. Правда, такое случается очень редко, более распространенной причиной является неисправность горелки.

Как видите, большинство причин возникновения так или иначе связаны с небрежностью при выполнении различных процессов. Поэтому стоить запомнить, что в сварочном деле не существует мелочей, любая из них может привести к браку.