Как осуществлять резку металла газовым резаком: оборудование
Как осуществлять резку металла газовым резаком: оборудование
 Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Как правильно работать газовым резаком: подготовительный этап
Прежде чем приступать к самой процедуре, необходимо обзавестись требуемым оснащением. В него входят:
- огнетушитель. Манипуляции с подобным оборудованием являются опасными в плане возгораний, поэтому следует иметь средство для тушения воспламенений. Если рядом нет ничего пластмассового, масляного или из других материалов, которые легко и быстро горят, подойдет стандартный комплект противопожарного оборудования
- специальный огнестойкий костюм – брезентовый костюм сварщика с огнеупорной пропиткой и костюм сварщика из кожевенного спилка. Нейлон, синтетика, свободный крой, оттопыривающиеся карманы и манжеты, рваные края находятся под запретом, так как легко воспламеняются. Что касается обуви, то идеальным вариантом станут специальные огнестойкие ботинки на шнурках с подошвой из кожи, которые уменьшают риск получения травм. В число необходимых приспособлений входят кожаные (или спилковые), брезентовые с ОП краги или перчатки и защитные очки;
- металлические линейка и угольник, универсальные и другие специальные шаблоны сварщика, специальные термостойкие маркеры или, на худой конец, карандаш из мыльного камня для измерений и нанесения разметки;
- специальная зажигалка для резака. Использование спичек или обычной зажигалки чревато травмами, а потому запрещено.
Далее следует подготовить рабочее место. По этому поводу также есть несколько правил:
- выполнять резку надо в качественно проветриваемом помещении, а лучше всего – на открытом пространстве;
- вокруг в радиусе 5 м не должны находиться легковоспламеняющиеся предметы: бумага, сухие ветки, стружка и пр.;
- работать газовым резаком можно на земляном или бетонном полу;
- лучший вариант опоры для таких действий – стальной стол;
- следите, чтобы во время разрезания пламя не соприкасалось с бетоном. Это может привести к порче последнего (потрескается вследствие расширения).
После этого обозначьте конкретные места, по которым вы будете резать, термостойким маркером.
Подготовка рабочего места
- комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).

Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона. Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Как пользоваться газовым резаком: поджиг газа и нагревание металла

Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.

Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на “сопение”, или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».

Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
5 Резка стали газовым резаком
Ручку клапана газовой резки медленно отпускают вниз – подают струю кислорода, поджигающую расплавленный металл. Если сразу начинает происходить бурная реакция, то сталь загорелась и можно продолжать постепенно увеличивать давление кислорода, пока его струя не прорежет материал насквозь. Когда реакция не идет – металл разогрет недостаточно, чтобы возгореться в струе кислорода. Необходимо в нагревающее пламя добавить кислорода и дать ему возможность разогреть сталь.

Когда струя кислорода начнет резать, мундштук резака начинают медленно передвигать вдоль линии реза. При этом почти все продукты обработки (расплавленный шлак, искры) сдуваются струей к задней стороне зоны разрезания как показано на видео. Если этот поток возвращается обратно или замедляется, то надо уменьшить скорость перемещения резака или остановить его и прогреть материал еще больше (работать лучше очень медленно, нежели пытаться резать слишком быстро). Резку продолжают до завершения намеченного отреза или разделения металла.
Содержание метана в природном газе.
Основу природного газа составляет метан, содержание которого в некоторых газовых месторождениях достигает 99%.
Давление природного газа в баллоне.
К местам потребления природный газ поступает по трубопроводам под низким давлением или под давлением 150 кг/см 2 в баллонах, окрашенных в красный цвет. В случае отсутствия специальных баллонов для хранения и транспортирования природного газа могут быть использованы обычные кислородные баллоны с измененным вентилем и перекрашенные в красный цвет с соответствующей белой надписью.
Для резки газами — заменителями ацетилена разработаны специальные резаки. Они отличаются от ацетилено-кислородных резаков только размерами выходных отверстий наружного мундштука, смесительной камеры и инжектора, которые должны быть несколько большими.
Резак РЗР-55 для резки металла природным газом.
Резак РЗР-55 предназначен для ручной разделительной резки стали толщиной от 5 до 300 мм с использованием природного газа и некоторых других газов-заменителей, а также пропан-бутановой смеси. Он комплектуется двумя наружными и пятью внутренними мундштуками. Техническая характеристика резака РЗР-55 дана в табл. 1.
Таблица 1
Техническая характеристика резака РЗР-55.
Характеристика резака типа УР для резки на природном газе.
Чаще всего для работы на природном газе применяют обычные ацетилено-кислородные резаки с рассверленными отверстиями в смесительной камере, инжекторе и в наружных мундштуках. Характеристика резака типа УР для работы на природном газе дана в табл. 2.
При резке металла толщиной от 250 мм и более рекомендуется подачу кислорода в резак осуществлять по двум шлангам — отдельно для подогревательного пламени и режущей струи, при этом давление устанавливается по манометрам на отдельных редукторах.
Таблица 2
Характеристика резака типа УР для резки на природном газе.
| Толщина металла, мм | № внутреннего мундштука | Диаметр отверстия, мм | Расход, м 3 /час | |||
| В наружном мундштуке | В смесительной камере | Инжектора | Природного газа | Кислорода для горючей смеси | ||
| 5—15 | 1 | 6,0 | 3,0 | 1,0 | 1,1 | 1,7 |
| 15—50 | 2 | 6,0 | 3,0 | 1,0 | 1,3 | 1,9 |
| 50—100 | 3 | 6,0 | 3,0 | 1,0 | 1,4 | 2,0 |
| 100—200 | 4 | 7,2 | 3,0 | 1,0 | 1,6 | 2,4 |
| 200—300 | 5 | 7,2 | 3,0 | 1,0 | 1,9 | 2,9 |
Редуктор для природного газа.
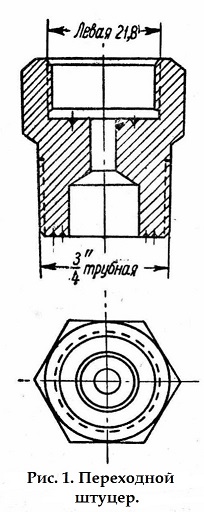 Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
После работы на природном газе нельзя использовать редуктор снова для кислорода без предварительного обезжиривания.
При работе от трубопровода у рабочего места рекомендуется устанавливать предохранительный жидкостный затвор.
При давлении в сети не свыше 0,02 кг/см 2 может быть применен специальный постовой затвор ЗГГ-З для городского и природного газа (метана). Устройство и принцип работы его аналогичны затвору низкого давления для ацетилена.
При более высоких давлениях нужно устанавливать затвор закрытого типа. Лучше вместо затвора пользоваться редуктором, который является надежным предохранителем при обратном ударе, и позволяет производить работу в зимнее время на открытом воздухе.
Значительно меньшая температура пламени, создаваемого смесью природного газа и кислорода, по сравнению с температурой ацетилено-кислородного пламени, уменьшает скорость охлаждения кромок, нагреваемых при резке. Поэтому применение природного газа вместо ацетилена особенно целесообразно при кислородной резке легированных сталей, склонных к образованию трещин. Кроме того, резка на природном газе вызывает меньшее науглероживание на поверхности реза. Скорость резки такая же, как и при использовании ацетилена. Время подогрева кромки начала реза — больше.
При пользовании природным газом поверхность реза получается более чистой и качественной, чем при резке ацетиленом. Значительно меньше и деформация металла, что особенно важно при резке малых толщин.
Техника резки на природном газе ничем не отличается от техники резки на ацетилене.
Природный газ менее опасен в отношении образования взрывоопасных смесей с воздухом или кислородом, чем ацетилен, и менее чувствителен к обратным ударам. Однако при кислородной резке с использованием природного газа следует выполнять все правила техники безопасности, относящиеся к газопламенной обработке металлов с применением ацетилена
Резак УФР-5
УФР-5 используется как в ручной, так и в машинной кислородно-флюсовой резке. Так же его используют в кислородно-копьевой (порошковой) резке для точечного прожигания отверстий в материалах.

Рисунок 3 — Схема работы установки УФР-5
Пояснение к рисунку 3:
- Копьедержатель.
- Флюсопитатель.
- Ручной резак.
- Машинный резак.
Топливом служит пропан или бутан в сочетании с кислородом. Инжектор подает флюс из бачка струей режущего кислорода. В режущей зоне он создает тройное воздействие:
- термическое;
- химическое (в резе образуются жидкотекучие шлаки — их удаление осуществляется струей кислорода);
- абразивное (не сгоревшие частицы порошка и тугоплавкие окислы с поверхности кромок стираются, а после удаляются полностью).

Рисунок 4- Установка кислородно-флюсовой резки УФР-5
Пояснение к рисунку 4:
- Тележка.
- Циклон.
- Флюсопитатель.
- Редуктор кислорода.
- Резак.
- Шланги.
В таблице 2 указаны скорость обработки бетона и расход материала при различных методах резки.
Таблица 2 — Скорость обработки бетона и расход материала в зависимости от способа резки| Способ резки | Скорость обработки бетона см. куб/мин | Расход материала на 1 куб. дм удаляемого бетона | ||
| труб, кг | кислорода, м. куб | флюса, кг | ||
| Кислородно-флюсовая | 100 | — | 5,5 | 4,5 |
| Кислородно-копьевая | 300 | 0,5 | 2,5 | 2,5 |
Условия для резки металла газом
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 о С, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 о С (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 о С, никеля – 1985 о С.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель,
- ящик с песком,
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.