Электроды для сварки нержавейки
Электроды для сварки нержавейки
Автор: Игорь
Дата: 28.08.2016
- Статья
- Фото
- Видео
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.

Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.

Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Что такое нержавейка
Речь пойдет про так называемую в народе «нержавейку», а если более научно, то высоколегированную сталь с хорошими антикоррозийными показателями. Нержавейка получила широкое применение в промышленности и в домашнем обиходе рядовых граждан. Из такой стали часто изготовлены предметы обихода и определенные конструкции, зачастую изделия сделаны из тонких (до 3 мм) стенок.
Изделия из этой стали всегда ценились своими свойствами и надежностью, хотя цена таких вещей была довольно высокая. Становится понятно, какие убытки приносила поломка вещи. Выход, конечно, есть, необходимо просто заварить изъян, и изделие прослужит еще немалый срок.
Специфика расходных материалов
При сварке нержавеющей стали необходимо тщательно соблюдать технологию работы: от грамотного подбора электродов, сварочного режима, защитного газа, силы тока, зависит качество будущего соединения.
Оптимальным режимом сварки считают технологию соединения неплавящимся вольфрамовыми электродами в среде аргона. Данный метод отличается минимальным воздействием на поверхность, что снижает риск образования дефектов. Дело в том, что в состав нержавейки, независимо от ее вида, входит определенное количество хрома. При увеличении температуры свариваемой заготовки до 500 Сº, начинается процесс образования карбида хрома, который снижает пластичность шва и его стойкость к механическим воздействиям.
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
- Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Оборудование
Для создания надежного и прочного соединения очень часто применяются инверторы. Работают такие аппараты от напряжения 220 В. Сами они — достаточно компактные и удобные.
За счет того, что электрический ток преобразуется в несколько ступеней, с выходом высокочастотного переменного напряжения, присадочный материал вплавляется намного лучше, что способствует формированию более ровных и качественных швов.
Благодаря своей невысокой цене они занимают лидирующие позиции среди сварочного оборудования.
Сварка нержавеющей стали может выполняться любой моделью выпускаемых сегодня инверторов. Для выполнения сварочной работы дома может использоваться самый простой аппарат инверторного типа.

Можно даже использовать самодельный агрегат, главное, чтобы его технические и эксплуатационные характеристики соответствовали магазинным аналогам.
Очень важно для инвертора задать верные и точные настройки, которые будут подходить для толщины конкретного изделия. Непосредственно перед началом работы свариваемое изделие должно быть хорошо очищено от загрязнений, масла и т.д.
Если вам необходимо сваривать инвертором тонкий металл (1-2мм), то делать зазор не нужно. Наоборот, необходимо вплотную свети концы соединения один к одному, и выполнить прихватки. Если толщина окончаний соединений превышает 4 мм, то нужно разделать кромки под углом 45 градусов. Так вы обеспечите хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно осуществить посредством «болгарки» или напильника. Также необходимо сделать зазор в 1-2 мм между пластинами, только так раскаленный металл сможет стекать до самого основания шва.
Учитывая физико-термические свойства металла наиболее пригодными будут следующие режимы и диаметры электродов.
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, A |
| 1,5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75- 85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
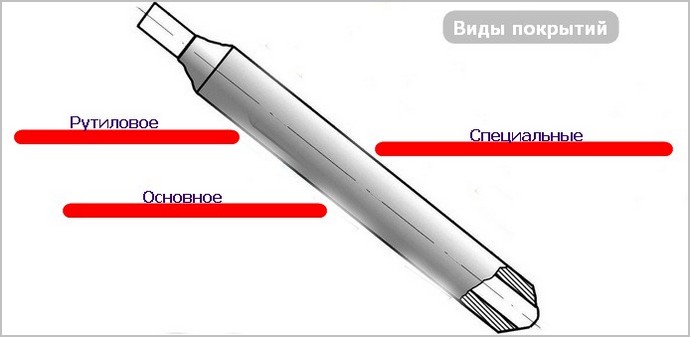
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
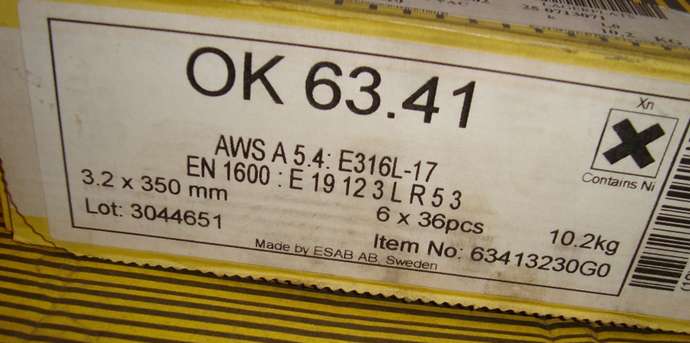
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
Видео:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
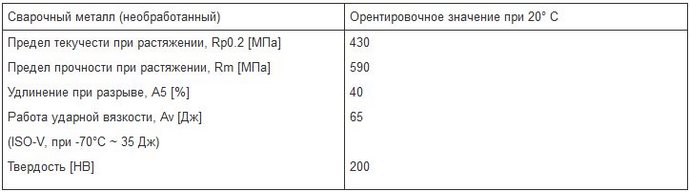
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.

7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
Видео:
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
- ОЗЛ-312;
- НИИ-48Г.
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.

Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.

Как сваривать нержавейку электродом ? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
Видео:
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Видео:
Ещё спрашивают, можно ли сваривать электродом LB-52U нержавейку? Мне такие случаи не известны. Если вы пробовали, то поделитесь в комментариях личным опытом.
Изделия LB-52U с пониженным содержанием водорода используются для морских конструкций, магистральных труб и резервуаров. Которые сваривают с одной стороны.
Классификация высоколегированных сталей
Прежде чем приступить к вопросу выбора электродов для сварки нержавейки, необходимо определиться с самим понятием этого материала. Народная терминология делит все стали на два основных класса — рассматриваемую нержавейку и так называемую чернуху. Известными большинству признаками, отличающими нержавейку от чернухи, являются:
- внешний вид — нержавейка блестящая (хотя не всегда), без следов окалины и коррозии;
- вязкость и меньшая твердость, что легко определяется зубилом, напильником, сверлом, ножовкой или абразивным кругом;
- народным методом является также проба магнитом — нержавейка не магнитится, что также не всегда соответствует истине.
Приведенного багажа знаний явно недостаточно для выполнения такого ответственного соединения, как сварное, также недопустимо охватывать одним термином многочисленную группу сталей, классифицируемых ГОСТом как нержавеющие.
 К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
Официальным документом, регламентирующим классификацию нержавеющих сталей, является межгосударственный стандарт ГОСТ 5632–14 . В соответствии с его определениями к легированным нержавеющим сталям относятся стали с содержанием хрома не менее 10,5% и содержанием углерода не более 1,2%, к коррозионно-стойким сталям и сплавам — обладающие стойкостью против любых видов коррозии (химической, электрохимической, межкристаллитной, коррозии под напряжением и других).
Классы нержавеющей легированной стали
Конкретное назначение и область применения стали определяется ее внутренней структурой — химическим составом и типом кристаллической решетки, которые в свою очередь также зависят от метода плавки, термообработки, прокатки. Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
- мартенситный;
- мартенситно-ферритный;
- ферритный;
- аустенитно-мартенситный;
- аустенитно-ферритный;
- аустенитный.
Структура стали во многом определяет и такое ее технологическое качество, как свариваемость. Наличие хрома в высоколегированных коррозионно-стойких сталях определяет характерное для них понятие «межкристаллитная коррозия». При сварке на границе зон термического влияния образуются зернистые структуры карбида хрома с пониженной прочностью и склонностью к хрупкому разрушению. Это качество во многом определяет специальные требования к технологии сварки данных сталей и сварочным материалам для ее выполнения.
Маркировка нержавейки
 Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Не перечисляя все химические элементы, приведем обозначения некоторых, характерных для нержавеющих сталей: Х — хром, Н — никель, Т — титан, В — вольфрам, М — молибден. Легирующими элементами могут быть и неметаллы. В обозначениях многих сталей по ГОСТ 5632–14 можно увидеть буквы, А — азот, Г — марганец, Е — селен.
Как видим, обозначение нержавейки несет в себе информацию о ее химическом составе, который в основном определяет и химический состав применяемых сварочных материалов.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.

Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
- ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
- ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
- НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
- ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок. Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
- ЭА. У этой марки достаточно широкий модельный ряд. Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Внимание! Все вышеописанные электроды перед сварочным процессом должны пройти прокалку. Правда, у каждой марки свой температурный режим.
Маркировка электродов по нержавейке
ОК 63.30. Данный элемент позволяет проводить процесс сварки в любом положении. При этом характеризуется средними показателями, а диаметр расходуемого элемента составляет 3,2 мм.
- ОК 63.41. Эта марка расходников позволяет проводить работу лишь в нижнем положении. Сам же элемент может быть разных диаметров, но наиболее распространенный диаметр — 3 мм и выше.
- ОК 61.30. Этот электрод характеризуется тем, что содержание углерода в нем очень низкое. Шов, который получается после сварки таким видом, является устойчивым в межкристаллитной коррозии. Самый распространенный диаметр этой марки — 2 мм.
Стоит сказать, что все перечисленные марки выпускаются компанией «ESAB».

Конечно же, первое от чего зависит цена электродов по нержавейке — это фирма -производитель, которая выпускает расходуемый элемент. Сэкономить на покупке этого материала можно, если приобретать электроды отечественного производителя. Также для экономии средств можно приобретать продукт прямо у производителя или с его интернет-магазина. Наиболее приемлемыми по ценам являются те марки элементов, которые предназначаются для сварки стали с низким содержанием углерода. Из зарубежных марок к ним можно отнести такие, как: WT, ESAB, E3, WL. Однако у этих электродов имеются и российские аналоги марок: ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Данные электроды характеризуются тем, что они не плавятся даже при воздействии высоких температур, обладают довольно высоким значением параметра стойкости к износу, а также отличаются низким значением расширения во время воздействия температур.