Латунный припой
Латунный припой
Автор: Игорь
Дата: 08.11.2016
- Статья
- Фото
- Видео
Для получения соединения высокой крепости при помощи пайки используют специальные составы. Латунный припой является одним из тех, которые обеспечивают лучшие свойства для скрепления ответственных конструкций, когда нет возможности использовать сварку. Он производится из цинка и меди. Благодаря такому сплаву, материал обретает лучшую приспособленность к окружающей среде и получает хорошие антикоррозионные свойства. Прочность во многом обязана высокой температуре плавления, которая выше многих других разновидностей. Температура плавления может достигать выше 800 градусов Цельсия, так что использование в домашних условиях без специальной техники является затруднительным.

Припой для пайки латуни
Данный материал поставляется в виде прутков. Припой для латуни может использоваться не только для данного металла, но и при работе с нержавеющей и обыкновенной сталью, медью и другими твердосплавными материалами. Это может быть ремонт станков, которые имеют массивные части, соединение деталей металлоконструкции и спаивание других металлических изделий, требующих повышенную прочность. Стоит отметить, что твердый припой для латуни может быть не только из данного металла. Достаточно часто применяют и другие разновидности, такие как сплавы меди и фосфора, вместо цинка, а также серебряные разновидности, которые обладают высокой температурой плавления.

Прутки латунного припоя
Латунная проволока для пайки должна использоваться только в среде буры, иначе появляется большой риск возникновения брака. Бура помогает снять окись с металла, а также раскрывает поры на поверхности, в результате чего улучшается адгезия. Сложность пайки здесь заключается в том, что температура плавления латунного припоя близка к температуре плавления самой латуни, поэтому, чтобы не испортить основной металл, нужно правильно выдерживать режим проведения процедуры. Несмотря на то, что остальные варианты уступают по крепости, большинство все же использует медно-фосфорные припои, а также серебряные разновидности.

Латунная проволока для пайки
Латунный припой Л63 намного пластичней, чем сталь. Его можно использовать как для тонких, так и для толстых деталей, но лучше всего он проявляет себя при толщине в 2 мм. Его могут использовать для заделки дефектов сварки, а также для ремонта в сложно доступных местах. Такие температуры могут достигаться только благодаря газовой обработке. Эта разновидность производится по ГОСТ 19248-90.

Латунный припой Л63
Положительные стороны
- Данный припой является одним из самых крепких, поэтому соединение получается максимально качественным.
- Стойкость к воздействию температур является очень высокой.
- Вполне возможно использовать в обыкновенной сварке для соединений с большой ответственностью.
Отрицательные стороны
- Применять припой могут только настоящие профессионалы из-за сложности работы.
- Необходимо пользоваться специализированными инструментами.
- Его применяют только для тех металлов, которые считаются твердоплавкими.
Термические добавки (флюсы)
 Чаще всего латунные припои применяются при необходимости сочленения изделий, изготавливаемых из того же материала.
Чаще всего латунные припои применяются при необходимости сочленения изделий, изготавливаемых из того же материала.
Поскольку латунь (сплав цинка и меди в пропорции два к трём) относится к категории тугоплавких припоев – при работе с ней невозможно обойтись без специальных добавок – флюсов.
Грамотный выбор активных материалов при работе с латунными изделиями не только позволяет получить достаточно прочное соединение, но и существенно упрощает сам рабочий процесс.
Помимо всего прочего, получающиеся при работе с флюсом паяные швы имеют вполне законченный и эстетичный вид и не нуждаются в дополнительной правке.

Для получения требуемого результата не подойдут обычные составы на основе спирта и канифоли, посредством которых не удаётся растворить плёнку из окислов, всегда имеющейся на латунных изделиях.
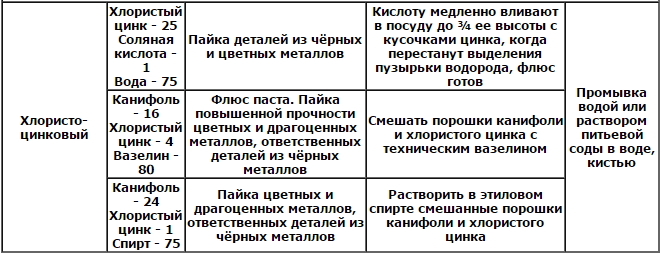
Вот почему при пайке латуни должны применяться более активные виды флюсовых добавок, приготавливаемые на основе хлористого цинка. С перечнем существующих модификаций хлористо-цинковых флюсов и сферами их применения можно ознакомиться в соответствующей таблице.

К числу наиболее распространённых наименований флюсовых компонентов также относятся такие известные активные добавки, как бура и её производные (фтороборат калия, например).
При работе с бурой и другими флюсами содержание активных составляющих в зоне пайки не должно превышать 5-ти процентов, что вполне достаточно для хорошей текучести латунного припоя и качественного заполнения имеющихся зазоров.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Ассортимент
На сайте вы можете купить латунный припой для пайки по доступной цене от производителя. Мы напрямую сотрудничаем с изготовителями, доставляем продукцию в СПб и по всей России. Оформить заказ можно на сайте, за дополнительной информацией обращайтесь к менеджерам.
© 2007-2020 «Барк СПб» — интернет-магазин стройматериалов.
Все права защищены.
 Продвижение сайта GoodPostions
Продвижение сайта GoodPostions
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
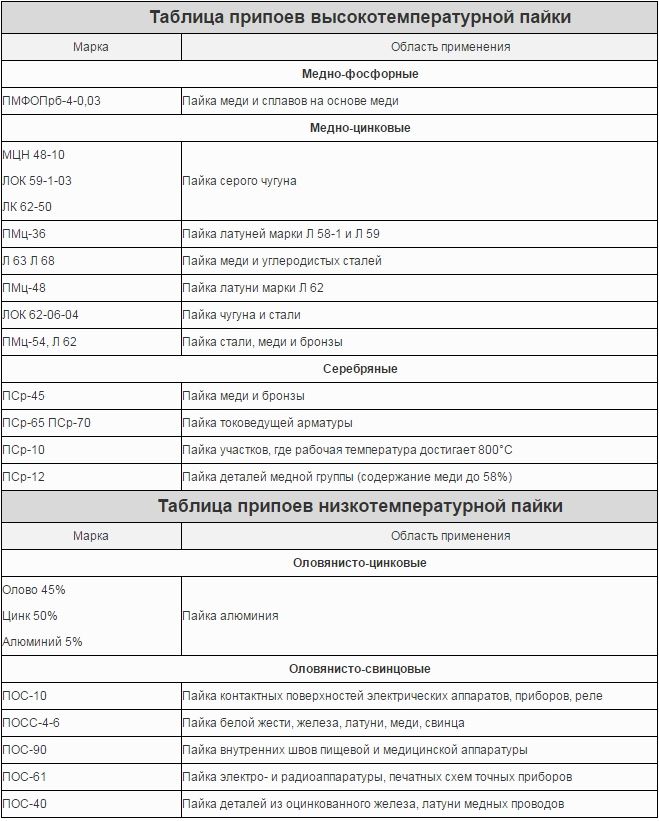
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.

Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль. Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности изделия из латуни. Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни. Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди. Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.
Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей. В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы. При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве. В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).

В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.
Правильно подбирая припой и технологию выполнения пайки, можно даже в домашних условиях соединять детали из такого сложного материала, как нержавейка. Следует иметь в виду, что для пайки деталей из нержавейки не подходит припой из латуни, для этого предназначены совсем другие материалы.
Потребление припоев ПОС
Припои ПОС с учетом структуры и назначения применяются в таких сферах:
ПОС-90 (Sn 90%, Pb 10%) — возможно использование при выполнении ремонтно-восстановительных работ продукции непищевого назначения, медоборудования и инвентаря. Наличие невысокого содержимого свинца (10%), являющегося достаточно токсичным материалом, не допускает его использование в изделиях и устройствах, контактирующих с продуктами и водой;
ПОС-40 (Sn 40%, Pb 60%) – применяют для проведения технологических операций по пайке электроарматуры и устройств из оцинкованного металлопроката, при восстановлении радиаторной группы, трубопроводных систем из латуни или меди;
ПОС-30 (Sn 30%, Pb 70%) – потребляются при организации выпуска кабельно-проводниковой продукции, для операций лужения и пайки цинкового проката;
ПОС-61 (Sn 61%, Pb 39%) – применение и качественные критерии данного материала аналогичны ПОС-60. Используется в технологии лужения и пайки при выпуске печатных плат радиотехнической аппаратуры, признан одним из важнейших расходных материалов при сборочных операциях электротехнических устройств. Имеет температуру плавки, начиная со 1830C, и достигает расплава при 1900C;
выполнение пайки ПОС-61 проводится рядовым паяльником, не остерегаясь перегрева компонентов электротехнических и других устройств, учитывая, что результат обеспечивается при 1900C.
Для ПОС-30, ПОС-40, ПОС-90 процесс плавки обеспечивается при температурных условиях 220 – 2650C. Для отдельных элементов радиотехнических систем величина подобного режима может стать опасной. Поэтому при выполнении сборочных операций электротехнических устройств в быту рекомендуется работать с ПОС-61.
Заменителем ПОС-61 иностранного производства является припой Sn63Pb37 (состоит из олова 63%, свинца 37%), применяющийся для радио- и электротехнических изделий, для самостоятельного изготовления различных устройств. Профессионалами и практикующими радиомастерами выбирается этот состав, равнозначный российскому ПОС-61.
Проволочный припой Sn63Pb37 с флюсом на катушке (производитель Ya Xun). Продажа проводится в катушках или тубах массой 10
100 грамм, с указанием структуры сплава, например: проволока Д=0,25-3,0 мм Alloy 60/40.
ПОС-60, имеющий форму проволоки трубчатого сечения, комплектуется флюсом, заполняющим внутреннюю полость. Компоненты смеси указывают в процентном отношении, что равно 1,0-3,5%. Расфасовка отличается удобством при организации процесса: при технологической операции не требуется дополнительно выполнять подачу флюса;
ПОССу – один из представителей припоев ПОС с добавлением, помимо олова и свинца, сурьмы в объеме 0,5-2,0%, применяется в автопроме, в выпуске и ремонте холодильных установок, для электрообмоток двигателей, аппаратуры электросистем, кабельно-проводниковой группы продукции. Пользуется популярностью при пайке изделий с цинковым покрытием.
Припой ПОССу-61-0,5 наилучшим образом заменяет ПОС-61, температура его расплава составляет 1890C.
Номенклатура расходников представлена припоем ПОСу 95-5 (Sn 95%, Sb 5%) с температурой плавки 234 – 2400C.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.