Сварка нержавейки
Сварка нержавейки
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

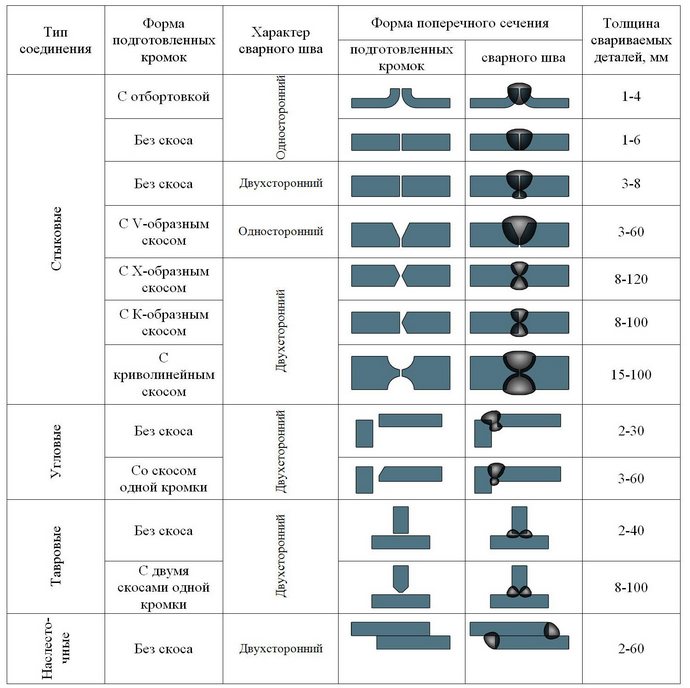
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
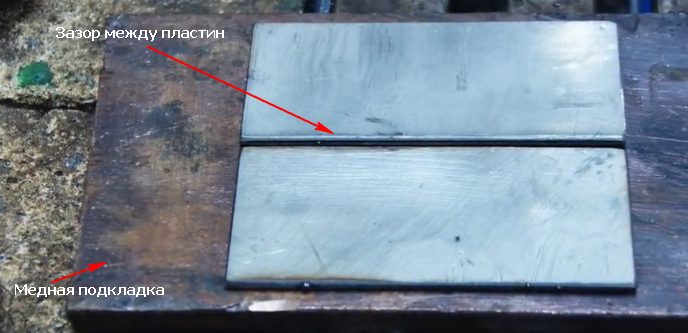
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
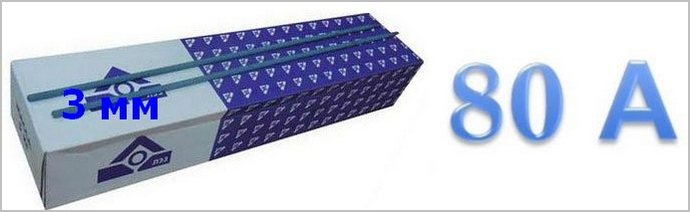
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
[lt_alert style=»orange»]Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.[/lt_alert] [lt_alert style=»blue»]Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.[/lt_alert]Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
- На подготовительном этапе нужно очистить детали от налета, краски, грязи.
- Выкладываем флюс.
- Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
- Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.
- Остужаем материал медными пластинами, чтобы избежать образования ржавчины.

Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Особенности нержавеющей стали
Материал имеет отличные характеристики благодаря большому количеству легирующих элементов в составе. В зависимости от марки стали в нее может входить магний, марганец, молибден, никель, титан, хром. Все эти добавки значительно улучшают разные характеристики сплава, придают антикоррозийные свойства, повышают жаропрочность, способность сохранять все свои качества при максимально высоких температурах.
Главное преимущество высоколегированного коррозионно-стойкого сплава — уникальная комбинация железа с хромом (его в сплаве более 10,5%) и углеродом (менее 0,12%). Эти химические компоненты позволяют значительно повышать способность сплава противостоять главной металлической угрозе — коррозии.
Основные виды нержавейки
По составу все нержавеющие сплавы условно делят на 3 группы.
- Хромистые. Это самые дешевые материалы, главным достоинством которых является их максимальная прочность. Однако она же становится недостатком, так как эти сплавы, имеющие низкую пластичность, очень неохотно поддаются обработке.
- Хромоникелевые. Это самый востребованный вид, имеющий хорошую пластичность. Никель — элемент, который не только стабилизирует структуру металла, но и придает ему слабые магнитные свойства.
- Хромомарганцевоникелевые стали. Присутствие марганца позволяет сохранить пластичность металла, а также увеличить его прочность.

Сплавы различаются физическим строением. Самые известные из них имеют аустенитную, мартенситную или ферритную структуру.
Нержавеющая сталь может считаться почти идеальным металлом. Однако процесс избавления от течи таких конструкций с помощью сварки достаточно сложен, так как варить нержавейку приходится очень осторожно, внимательно, аккуратно. Причины «капризности» материала хорошо знают мастера-профессионалы, а сварщики-новички, наоборот, могут столкнуться с почти непреодолимыми трудностями. Поэтому теперь надо рассмотреть недостатки нержавейки, когда речь идет об их соединении сваркой.
Не самые лучшие качества материала
Обуславливают плохую свариваемость несколько факторов.
- Низкая теплопроводность. Если сравнивать данный сплав с углеродистыми сталями, то этот показатель у нержавейки вдвое ниже. Из-за такой особенности проплавление металла начинается очень быстро. По этой причине мастерам приходится уменьшать силу тока на 15-20%.
- Перегрев электродов, имеющих хромоникелевые стержни. Причины явления — низкая теплопроводность нержавеющей стали, высокое электрическое сопротивление. Сварка таких деталей всегда сопровождается максимальным нагревом сплава хрома с никелем. Чтобы избежать такого перегрева, используют специальные элементы для сварки нержавейки. Их длина составляет 350 мм.
- Более высокий коэффициент расширения, если сравнивать нержавеющую сталь с другими видами сплавов. Если в процессе сварки мастера сталкиваются с растягиванием металла, то при остывании начинается обратный процесс — его стягивание. Результатом соединения нержавейки со сплавом, имеющим меньший коэффициент расширения, становятся микротрещины в зоне сварки.

Последнее ЧП — потеря металлом прочности. Если материал нагревается до температуры 500° или выше, то антикоррозийные качества его сильно снижаются. Нередко появляется так называемая межкристаллитная коррозия (МКК) — избирательное разрушение металла вдоль границ кристаллов (зерен).
Обнаружить межкристаллитную коррозию визуально очень сложно, а точные последствия предугадать просто невозможно. Одно из них — очень быстрое разрушение конструкции. Варианты предотвращения этого вида коррозии — тщательный подбор режима работы либо принудительное охлаждение водой. Однако последняя операция возможна лишь в том случае, если хромоникелевые стали имеют аустенитную структуру.
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
-
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.

Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Какими электродами варить нержавейку с черным металлом
 У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.