Способы сушки электродов
Способы сушки электродов
Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают. Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%. В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.

Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
- Электрические печи стационарные (обычные). Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.

- Электрические печи стационарные (программируемые). Программируемая печь снабжена еще блоком электроники для поддержания нужного температурного режима в течение всего времени обработки электродов.
- Электрические переносные печи-пеналы. Электрические переносные печи-пеналы используются при строительных работах. Они работают от электрической сети, снабжены специальной ручкой для переноски и компактны. Такое устройство легко можно подключить к переносному удлинителю непосредственно на месте проведения сварочных строительно-монтажных работ и провести сушку или прокаливание электродов перед процессом сварки.
- Пеналы переносные термосного типа. Термосные пеналы не имеют подключения к электрической сети. Они способны автономно удерживать высокую температуру у предварительно нагретых электродов в течение нескольких часов. Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную.
- Самодельные электропечи. О них будет речь чуть ниже.




к содержанию ↑

3 комментария
Дом, в котором я живу, оборудован электрическими плитами. В духовках, которые расположены внизу плит, можно размещать электроды достаточной длины. Можно ли в таких духовых шкафах прогревать сварочные электроды? Или для такого процесса не хватит температуры?
Виктор, температуры для просушки электродов вполне хватит, хотя и потребует порой чуть больше времени. Но вопрос в другом. А как потом готовить в духовке в которой сушились электроды? Да и запах в процессе сушки не очень приятен для кухни и жилого помещения в целом.
Здравствуйте. Вещь хорошая. Хочу купить себе, но вот нетак то просто. Сколько спрашивал в наших магазинах подобную печ. Мне отвечали «У нас таких нет но можете заказать мы привезем специально для вас» Конечно с предоплатой. А в некоторых магазинах говорят «Это специализированный товар и у нас его нет» Почему их так мало вот вопрос. г. Орел.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Виды оборудования

Сушка и прокалка сварочных электродов может производиться несколькими способами, в зависимости от требуемого режима и имеющегося оборудования. Для промышленной сферы используются специализированные виды техники, такие как:
- Электропечь, которая оснащается термометром. Средний рабочий диапазон такого оборудования составляет 100-400 градусов Цельсия. Это достаточно компактные виды техники, так что их можно даже переносить самостоятельно. Принцип работы основан на ТЭНах, которые управляются автоматически. Такая печь может включаться в стандартную сеть 220 В. Мощность зависит от модели и составляет от 1 до 3 кВт. Максимальная загрузка электродами составляет до 50 кг.
- Электропечи для прокалки, которые имеют дополнительные функции сушки. Современные модели имеют микропроцессорный регулятор, который помогает программировать весь процесс. Техника обладает высокой теплоизоляцией и работает в стационарном режиме. В пределах рабочего объема электроды прогреваются равномерно за счет наличия тепловых экранов. Максимальная температура достигает 400 градусов Цельсия, с учетом плавной регулировки, загруженность идет до 160 кг, а максимальная мощность составляет 8,5 кВт, хотя на некоторых моделях этот показатель равен 3 кВт. Здесь уже потребуется для подключения трехфазная сеть на 380 В.
- Термопеналы – данное оборудование используется для сушки. Это теплоизолированная герметичная тара, которая может использоваться для хранения расходных материалов. Благодаря своей компактности она может располагаться на рабочем месте сварщика. Главной ее особенностью является возможность подогревать электроды непосредственно от энергии трансформатора, или при стандартном подключении к сети 220 В. Максимальна загрузка термопеналов составляет 10 кг.
- Пеналы-термосы – во многом напоминают термопеналы, но они могут сохранять температуру внутри и без подогрева. Для них характерно длительное остывание, так что температура со 150 градусов Цельсия до 80 будет опускаться в течение 4 часов, а до 18 градусов – 10-ти часов.

Электропечь для прокалки сварочных электродов
Печи для прокалки электродов, печи для просушки флюса, термопеналы и пеналы-термосы для хранения электродов
 Группа Компаний «ЕВРОМАШ» много лет специализируется на производстве и поставках печей для термообработки различных материалов. И сейчас мы с большим удовольствием представляем Вашему вниманию новинку этого сезона — печи для прокалки электродов ЭПСЭ и печи для сушки и прокалки флюса ЭПСФ. Эти печи изготавливаются в России на высокопроизводительном импортном оборудовании с применением европейских материалов и комплектующих, с тестированием перед продажей в течении 24 часов на заводской контрольно-испытательной станции всего без исключения выпускаемого оборудования и отлаженной и проверенной временем системой качества. Кроме того, этот продукт имеет очень привлекательную цену.
Группа Компаний «ЕВРОМАШ» много лет специализируется на производстве и поставках печей для термообработки различных материалов. И сейчас мы с большим удовольствием представляем Вашему вниманию новинку этого сезона — печи для прокалки электродов ЭПСЭ и печи для сушки и прокалки флюса ЭПСФ. Эти печи изготавливаются в России на высокопроизводительном импортном оборудовании с применением европейских материалов и комплектующих, с тестированием перед продажей в течении 24 часов на заводской контрольно-испытательной станции всего без исключения выпускаемого оборудования и отлаженной и проверенной временем системой качества. Кроме того, этот продукт имеет очень привлекательную цену.
Назначение
 Печи ЭПСЭ предназначены для прокалки и сушки сварочных электродов при заданной температуре в стационарных и передвижных условиях с относительной влажностью окружающего воздуха 80%.
Печи ЭПСЭ предназначены для прокалки и сушки сварочных электродов при заданной температуре в стационарных и передвижных условиях с относительной влажностью окружающего воздуха 80%.
Печи ЭПСФ предназначены для прокалки и сушки флюса при заданной температуре в стационарных и передвижных условиях с относительной влажностью окружающего воздуха 80%.
Применение
Печи для прокалки и просушки ЭПСЭ и ЭПСФ могут использоваться в любой отрасли народного хозяйства. Печи для прокалки электродов ЭПСЭ выполняются по климатическому исполнению УХЛ, категории помещения 3 по ГОСТ 15150-69. Печь для прокалки и просушки флюса ЭПСФ выполняется по климатическому исполнению УХЛ, категории помещения 4 по ГОСТ 15150-69. Номинальная температура в рабочем пространстве печей прокалки и просушки составляет 400°C.
Материалы
Благодаря использованию в качестве нагревательных элементов трубчатых электронагревателей (ТЭН) ресурсы работы печей ЭПСЭ и ЭПСФ значительно увеличены. Применяемые ТЭНы при необходимости легко меняются в случае проведения ремонтных работ и имеют большой срок службы – 7000 часов. Трубчатые электронагреватели оптимально размещены внутри камер печей, что способствует эффективной термоизоляции, а встроенная надежная автоматика обеспечивает быстрый нагрев и стабильное поддержание температуры сушки электродов и флюса.
Модели электропечей ЭПСЭ и ЭПСФ
| Печи ЭПСЭ-10/400 и ЭПСЭ-20/400.01М | |
|---|---|
 |
|
| Печи ЭПСЭ-40/400 ЭПСЭ-50/400 |
Печи ЭПСЭ-40/400.01М ЭПСЭ-50/400.01М |
 |
 |
| Печи ЭПСЭ-140/400.01М | Печи ЭПСФ-120/400.01М |
 |
 |
Система управления
Печи для прокалки и просушки электродов и флюса ЭПСЭ и ЭПСФ выпускаются в двух модификациях по системе управления:
- с электромеханическим пультом управления для поддержания заданной температуры на весь период нагрева;
- печи с обозначением «.01М» оборудованы микропроцессорным пультом управления, размещенным на боковой стенке печей, который позволяет контролировать текущую температуру и оставшееся время прокалки (сушки).
Преимущества
Печи ЭПСЭ и ЭПСФ имеют следующие преимущества перед аналогами:
- крайне привлекательная цена;
- равномерное распределение температуры в рабочей камере;
- быстрый разогрев до заданной температуры;
- малое энергопотребление;
- простота в эксплуатации;
- существующая и отлаженная на предприятии система управления качеством;
- 100% изделий проходят тестирование в течении 24 часов на заводской контрольно-испытательной станции;
- все ответственные элементы изготавливаются на высокопроизводительном импортном оборудовании с применением европейских материалов и комплектующих.
Технические характеристики
Печи ЭПСЭ и ЭПСФ имеют следующие технические характеристики:
| Параметры | ЭПСЭ-10/400 / ЭПСЭ-20/400 |
ЭПСЭ-20/ 400.01 |
ЭПСЭ-40/400 / ЭПСЭ-50/400 |
ЭПСЭ-40/400.01М / ЭПСЭ-50/400.01М |
ЭПСЭ-140/ 400.01М |
ЭПСФ-120/ 400.01М |
|---|---|---|---|---|---|---|
| Номинальное напряжение, В | 220 | 380 | ||||
| Потребляемая мощность, кВт | 1,0 / 1,25 |
1,25 | 2,5 | 3,0 | 6,0 | 8,5 |
| Отпускная цена, руб. | по запросу | по запросу | по запросу | по запросу | по запросу | по запросу |
| Пределы регулирования температуры, °C | 40…400 | 100…400 | ||||
| Время разогрева печи до номинальной температуры с полной нагрузкой при Tокр. среды до +5°C, мин. | 100 | 120 | 140 | 135 | 90 | 90 |
| Габаритные размеры печи, мм | 222х720х265 / 222х720х300 |
220х730х300 | 604х470х680 | 700х680х470 | 730х680х1000 | 730х620х1360 |
| Габаритные размеры рабочего пространства, мм | 110х550х140 / 140х550х170 |
140х550х170 | 220х400х550 | 400х550х280 | 400х550х635 | 500х500х600 |
| Масса загружаемых электродов (флюса), кг | 10 / 20 |
20 | 40 / 50 |
140 | 120 | |
| Масса печи, кг | 15 / 18 |
18 | 40 | 45 | 100 | 65 |
| Тип управления | без пульта / электро- механический пульт |
микро-процессор-ный пульт | без пульта | микропроцессорный пульт | ||
ТЕРМОПЕНАЛЫ ДЛЯ ХРАНЕНИЯ И ПОДОГРЕВА ЭЛЕКТРОДОВ
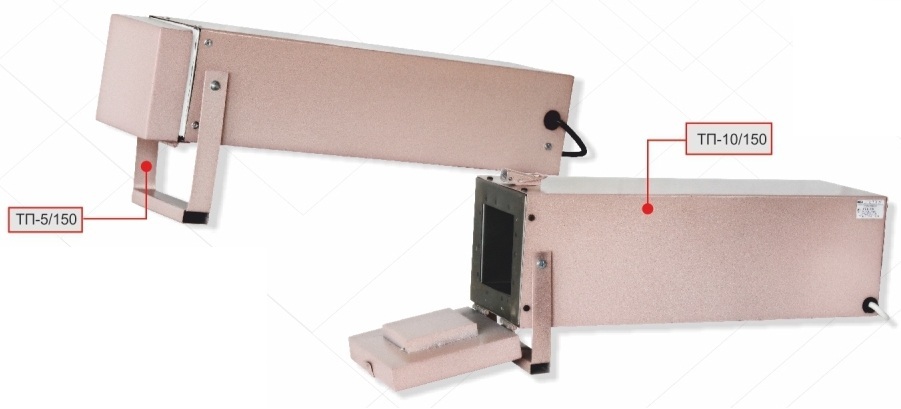 Термопеналы ТП предназначены для хранения и подогрева прокаленных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика.
Термопеналы ТП предназначены для хранения и подогрева прокаленных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика.
Термопенал состоит из корпуса, внутри которого установлена рабочая камера с нагревательным элементом и термоограничителем. Камера отделена от корпуса слоем термоизолирующего материала.
Термопеналы ТП имеют следующие преимущества:
- крайне привлекательная цена;
- быстрый разогрев до необходимой температуры в рабочей камере;
- автоматическое поддержание температуры сушки;
- удобство в эксплуатации;
- гарантия 24 месяца.
Технические характеристики термопеналов
Термопеналы ТП имеют следующие технические характеристики:
| Параметры | ТП-5/150 | ТП-10/150 |
|---|---|---|
| Номинальное напряжение, В | 36…60 * | |
| Номинальная температура в рабочем пространстве, °C | 150 | |
| Номинальная потребляемая мощность, кВт | 0,3 | 0,6 |
| Масса загружаемых электродов, кг | 5 | 10 |
| Габаритные размеры, мм | 120х590х110 | 190х615х230 |
| Масса термопенала, кг | 3,2 | 9 |
| Отпускная цена, руб. | по запросу | по запросу |
* — под заказ возможно изготовления термопеналов на 220В
ПЕНАЛЫ-ТЕРМОСЫ ДЛЯ ХРАНЕНИЯ ЭЛЕКТРОДОВ
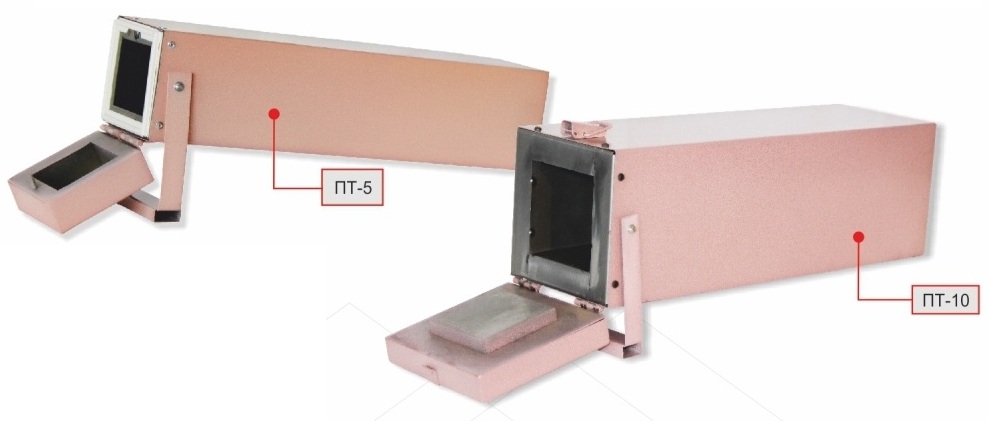 Пеналы-термосы ПТ предназначены для хранения просушенных и (или) прокаленных горячих сварочных электродов на рабочем месте сварщика.
Пеналы-термосы ПТ предназначены для хранения просушенных и (или) прокаленных горячих сварочных электродов на рабочем месте сварщика.
Пенал-термос состоит из герметично закрытой емкости, выполняющей роль термоса. Внутренняя камера отделена от внешней слоем термоизоляционного материала. Пеналы снабжены ручкой для переноски на рабочее место сварщика, которая может служить подставкой при горизонтальном расположении пенала.
Пеналы-термосы ПТ имеют следующие преимущества:
- крайне привлекательная цена;
- удобство в эксплуатации;
- гарантия 24 месяца.
Технические характеристики пеналов-термосов
Пеналы-термосы ПТ имеют следующие технические характеристики:
Сушка древесины током
Сущность процесса
В диэлектрике, помещенном в переменное электрическое поле, наблюдается некоторое нагревание.
Так как древесину можно отнести в известной степени к диэлектрикам (точнее, полупроводникам), то, поместив ее в электрическом поле высокой частоты, можно наблюдать ее нагрев и как следствие этого нагрева — сушку.
Опыт и наблюдения показали, что сушка в электрическом поле высокой частоты не изменяет физико-механических свойств древесины и в этом отношении не уступает камерной сушке. Но в отличие от последней она протекает в чрезвычайно короткие сроки, исчисляемые для крупного пиломатериала часами, а для мелкого сортимента долями часа.
Сушка древесины в поле высокой частоты имеет то преимущество, что влажные участки, абсорбируя больше энергии поля, больше нагреваются, в то же время поверхности материала, соприкасающиеся с воздухом, больше охлаждаются. В силу повышенной абсорбции энергии влажными зонами материала, главным образом внутренними, и при некотором охлаждении наружных, обычно более сухих зон в древесине возникает устойчивый градиент влажности, обеспечивающий равномерное высыхание материала, без коробления и трещин.
С уменьшением расхода тепла в подсушенных зонах на величину теплоты испарения и с понижением теплопроводности древесины, связанным с уменьшением · влажности, сокращается и поглощение энергии. Создается в связи с этим своеобразная автоматизация процесса сушки.
Если камерная сушка позволяет регулировать температуру, влажность и скорость движения воздуха, то сушка в поле высокой частоты позволяет регулировать температуру внутри материала и температуру, влажность и скорость движения воздуха, окружающего материал.
Нагрев материала при сушке древесины в поле высокой частоты выдерживается в среднем в пределах 90° (максимально 102°, минимально 75°).
На испарение 1 кг влаги требуется 1,5-:-2,15 кет (в зависимости от породы. I древесины).
Установка для нагрева
Установка для нагрева и сушки древесины состоит из выпрямителя и лампового генератора высокой частоты (рис. 125).
Требующаяся для этого аппаратура подобна той, которая применяется для коротковолнового радиовещания, с той разницей, что вместо излучения энергии в пространство установка приспособлена для преобразования этой энергии в теплоту в массе древесины, рас-1 положенной в поле высокой частоты.:]
Высушиваемый предмет помещается в; рабочем пространстве между электродами (пластинками) конденсатора вторичного контура, так, чтобы между древесиной и электродами был воздушный промежуток.
Пластинкам конденсатора можно придавать форму, соответствующую форме высушиваемой детали.
В существующих установках чаше всего встречается плоская форма электродов. Обычно применяют два электрода.
При условии настройки вторичного контура в резонанс и генерируют с контуром между электродами конденсатора создается равномерное электрическое поле высокой частоты а происходит нагрев древесины.
Материал прогревается равномерно, независимо от его толщины.

Рис. 125. Электрическая схема высокочастотной установки для сушки древесины (по ЦНИИМОДу).
7—генераторная лампа ГКО-1000, 2—трансформатор накала, 3—двухполюсный рубильник на 200 а. 4— реостат накала, б —сопротивление 6а, в—конденсатор 0,01МР 3000 в, 7—вольтметр переменного тока 25 в, 8-амперметр постоянного тока на 0,1а, 9—дроссель высокой частоты, 10—амперметр постоянного тока на 0,5 а, 11—блокировочный конденсатор, 72— зажим, 13— конденсатор 0.1MF 1500 в, 14— предохранитель Бозе на 0,5а, 75—сопротивление, 76—разрядник, 17— конденсатор 0,01MF 10 000 а, 10 а, 15, 10 в пер/сек., 18—самоиндукция первичного контура, 19—конденсатор переменной емкости, 20 — самоиндукция рабочего контура, 27—конденсатор рабочего контура, 22—нагрузочное сопротивление, 23-дроссель высокой частоты, 24— анодный трансформатор трехфазного тока,
25—ртутная колба ЗВН6—15 000,
26—предохранители высокого напряжения, 27—катодный дроссель, 28— реостат 6 а, 9 ом, 29—пусковое приспособление, 30—сопротивление, 31 —трансформатор дежурного зажигания, 32—вентилятор, 33—двухполюсный рубильник, 34—предохранитель, 35—трехполюсный рубильник, 36—вольтметр на 250 в переменного тока, 37—предохранитель на 2 А,
38—сигнальная лампочка 220 в,
39—трехполюсный автомат-выключатель с двумя реле максимального тока и одним реле нулевого тока,
40—дверной блок-контакт выпрямителя, 41—дверной блок-контакт генератора, 42— аварийный выключатель, 43—предохранитель.
Основные данные к тепловому расчету сушки древесины в поле высокой частоты
а.Нагрев и испарение 1 кг воды требует затраты энергии (в квтч):

tк — начальная температура древесины,
tн — конечная ее температура,
0.00116 — переводный коэффициент для перевода Ккал в квт-ч.
Принимая tн для зимы ±5°, tn для лета ±20°, tк = 102 – 110° = 106° имеем:

б.Подогрев 1 кг абсолютно сухой древесины требует:

Принимая теплоемкость древесины С = 0,324, имеем:

в.Подогрев 1 кг остаточной влаги (при теплоемкости воды C= 1):

г.Преодоление связи с древесиной 1 кг гидроскопической влаги требует от 53 до 70 Ккал или 70 · 0,00116 = = 0,08 квт-ч.
д.Теплоотдача К с 1 м2 поверхности

где к — коэффициент теплопроводности для воздуха, находящегося в покое; к — 4.
Т° = 273 ± t; t = t1 – t2; t1 — температура поверхности бруска, лежит в пределах 86 — 94°. Принимаем t1 = 90°; t 2— температура окружающей среды, зимой t2 зимн=15°, t2 летом t2= t2летн± 15°.

Теплоотдача 1 в час равна

где F — поверхность материала в м2.
Теплоотдача 1 м2/ыас потребует рас» хода энергии:

е. Время сушки определяют по формуле

где Zn — расход электроэнергии на высушивание 1 м3 древесины определяемый по диаграмме (рис. 126 и 127),
Z — потери от теплоотдачи, определяемые по той же диаграмме (нижнее семейство кривых),
W — мощность генератора;

где V— объем древесины, загружаемой в конденсатор, в 1 м3.
Полная потеря по теплоотдаче Z1 = = Ζт.
Полная энергия Ζ, затрачиваемая на сушку,

К. п. д. установки высокой частоты η 0,5 – 0,7.
Количество энергии, подводимой к установке.


Рис. 126. Диаграмма для определения расхода электроэнергии на высушивание 1 м3 древесины.

Рис. 127. Диаграмма для определения расхода электроэнергии на высушивание 1мз древесины в зависимости от объемного веса ее и влажности.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
| Импортные по ISO 6848:2015 | Отечественные по ТУ и ГОСТ | Импортные по AWS A5.12 |
| WP | ГОСТ 23949-80 ЭВЧ, ТУ 48-19-527-83 ЭВЧ | EWP |
| WL-15 | ГОСТ 23949-80 ЭВЛ, ТУ 48-19-27-91 ВЛ | EWLa-1.5 |
| WL-20 | ТУ 48-19-527-83 ЭВЛ-2 | EWLa-2 |
| WT-20 | ГОСТ 23949-80 ЭВТ-15, 11Я10-021-056-98 ВТ-20 | EWTh-2 |
| WC-20 | — | EWCe-2 |
| WY-20 | ГОСТ 23949-80 ЭВИ-1, ТУ 48-19-221-83 СВИ-1 | EWYt-2 |
| WZ-8 | — | EWZr-8 |
Пример условного обозначения электрода марки ЭВЛ диаметром 3,0 мм длиной 175 мм: электрод вольфрамовый ЭВЛ-Ø 3-175 – ГОСТ 23949-80.
Мы предлагаем Вам купить оптом и в розницу вольфрамовые электроды, обладающие высокой эксплуатационной стойкостью и повышенной термостабильностью, применяемые для различных производственных целей.
Наши вольфрамовые электроды произведены в соответствии со всеми требованиями зарубежного (ISO 6848:2015) и отечественного стандарта, ГОСТа (23949-80).

Наша продукция отличается безупречной репутацией и конкурирует с отечественными и зарубежными производителями, а их цена — с китайской (считающейся на рынке самой низкой).
Мы единственные производители вольфрамовых электродов на территории Российской Федерации, имеющим свидетельство НАКС.
Кроме того, мы всегда можем изготовить вольфрамовые электроды на заказ, исходя из Ваших параметров и предоставленных нам чертежей.
- О нас
- Наше оборудование
- Способы оплаты
- Условия доставки
- Как сделать заказ
- Политика возврата
- Политика конфиденциальности
- Тугоплавкие металлы
- Редкоземельные металлы
- Вольфрамовые электроды
- Изделия
Уважаемые клиенты! Цены действительны при оплате через сайт. Окончательная цена на продукцию формируется исходя из условий поставки: объема, условий оплаты и места отгрузки. Информация, размещенная на сайте, не является публичной офертой.
Бонусы СПАСИБО при оплате на сайте картой Сбербанка.
Все права защищены © 1991—2020 ООО «ГК «СММ»
Обратный звонок
Укажите свой телефон и наши менеджеры свяжутся с вами