Как закалить нержавейку в домашних условиях: инструкция и техника безопасности
Как закалить нержавейку в домашних условиях: инструкция и техника безопасности

При работе с металлом люди часто задаются вопросом, как закалить нержавейку. Существует несколько способов. Закаливание металла представляет собой трудоемкую процедуру. Она необходима для того, чтобы изделия были крепкими.
В настоящее время используется промышленная закалка металла. Она производится в специальных термических печах. Многие интересуются, как закалить нержавейку в домашних условиях. Это сложно осуществить без специального оборудования. Дома можно сделать нержавейку более жесткой и убрать мягкость. В сегодняшней статье мы рассмотрим, как этого добиться.
Особенности и назначение закалки стали
Такая технология, как закалка стали, активно используется человечеством уже на протяжении достаточно длительного времени. Еще в Средние века такой способ термической обработки применяли для улучшения прочностных характеристик и твердости холодного оружия, а также орудий, используемых в сельском хозяйстве. Вопрос о том, как закалить нержавейку, возник тогда, когда люди научились получать в промышленных масштабах стальные сплавы, обладающие исключительными антикоррозионными свойствами. Именно в этот период и были разработаны новые технологии закалки стали, позволяющие создавать материалы с выдающимися физико-химическими характеристиками.
Процедуре закалки преимущественно подвергают нержавеющие стали, которые отличаются мартенситной внутренней структурой. Характерной особенностью таких нержавеющих стальных сплавов является то, что в обычном состоянии они обладают повышенной твердостью и склонностью к охрупчиванию. Если изделия из таких сталей подвергнуть термической обработке, предполагающей выполнение быстрого отпуска, то можно повысить коэффициент их вязкости, что значительно расширяет сферу их применения.
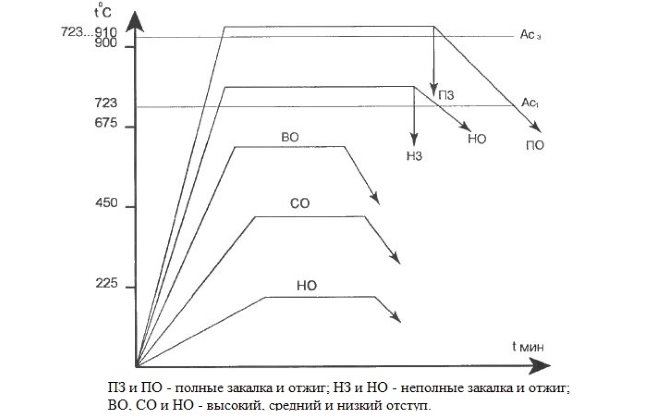
Изменение режима термической обработки стали позволяет получать различные физико-механические свойства металла
В зависимости от решаемых задач закалку изделий, изготовленных из нержавеющих сталей, могут выполнять одним из двух способов – с нагревом:
- всего изделия (глобальная закалка);
- только той части изделия, которую необходимо закалить (локальная закалка).
Очень серьезно следует подходить и к выбору способа охлаждения закаливаемой детали после ее нагрева.
Следует иметь в виду, что для различных марок нержавеющих сталей способы охлаждения изделий, подвергаемых закалке или отпуску, могут серьезно отличаться.
Если при выполнении термической обработки низколегированных сталей в качестве охлаждающей среды часто используют обычную воду, то для охлаждения нержавеющих стальных сплавов применяют такие вещества, как масло, солевые и щелочные растворы.
Методика работ
Как правило, целью повышения качеств стали по прочности является:
- Закаливание только рабочей кромки инструмента.
- Повышение твердости всего тела обрабатываемого предмета.
Исходя из этого, применяются два метода закалки:
- Нагревание и охлаждение режущей кромки, с последующей обработкой (затачиванием).
- Изменение характеристик по всей площади путем горячей ковки и закалки.

Основные процессы
Обычно домашнему закаливанию подвергаются самодельные клинки, выполненные из стали или имеющихся в наличии подручных средств, утративших свою актуальность (напильники, клапаны и прочее).
Важно понимать, что только лезвие, прошедшее правильный процесс закаливания, будет максимально прочным и износоустойчивым.
 Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Подбор температуры
Не стоит полагать, будто для того, чтобы нож мог хорошенько закалиться, его нужно удерживать на максимальном огне, ведь больше далеко не всегда означает лучше. Определить оптимальный диапазон температур для закаливания можно по специальным сводным таблицам, в которых указана маркировка сплавов. Есть и более простой метод определения, который не требует знания точных характеристик обрабатываемого металла:
 Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.
Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.- Обработка высокоуглеродистых марок стали требует меньшего температурного режима, колеблющегося в интервале от 680 до 850 градусов.
- Если лезвие ножа было выполнено из сплава, в состав которого входят легирующие компоненты, то оптимальным в этом случае будет диапазон от 850 до 1150 градусов.
 Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.
Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.Для определения степени нагрева клинка используется специальный измерительный прибор, именуемый пирометром. Но даже если у начинающего мастера нет такого вспомогательного приспособления, это вовсе не повод для того, чтобы отказываться от идеи закалить металл для ножа, ведь степень нагрева можно определить и с помощью обычного магнита.
Так, согласно физическим законам, стальное лезвие перестает притягивать магнит, если накалить его до так называемой точки Кюри — пиковой отметки, когда происходит качественное закаливание металла. Если же пренебречь этим правилом и передержать лезвие на огне, то оно станет чересчур хрупким и шансы его сломать или наколоть при использовании в быту будут гораздо выше.
Технология и особенности домашнего каления
Для того чтобы закалить нож правильно, не только не повредив его лезвие, но и сделав его прочнее и острее, рекомендуется ознакомиться с основными правилами и нюансами этого процесса. И первая рекомендация заключается в том, что вместо клинка необходимо обрабатывать другой фрагмент, выполненный из такого же сплава, проводя над ним всевозможные эксперименты. Такой простой прием поможет подобрать оптимальный температурный режим нагрева и охлаждения, не испортив при этом сам клинок кухонного или охотничьего ножа.
 Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Правильно закалить нож из напильника и любого другого элемента в домашних условиях можно с помощью таких подручных средств и инструментов:
- Источник тепла, в качестве которого можно использовать открытое пламя (костер или газовую горелку), муфельную печь, специальное оборудование для закалки (кузнечный горн) и обыкновенную паяльную лампу. Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.
- Довольно широкие емкости с водой и специальным минеральным маслом, которые необходимы для правильного охлаждения раскаленного лезвия.
- Кузнечные железные клещи с длинными ручками, которые позволят удерживать деталь над открытым пламенем. Для того чтобы не повредить рукоятку ножа при нагревании, особенно если она выполнена из пластика или дерева, рекомендуется временно освободить от нее клинок.
Начинать процедуру закаливания следует только после того, как пламя приобретет насыщенный малиновый оттенок. Если же использовать белый огонь, то существует риск перегрева из-за того, что температура такого пламени является самой высокой. При этом необходимо следить за тем, чтобы на поверхности металлического изделия не образовывалось черных или синих очагов (не путать с побежалостью, представляющую собой тонкий окисный слой с характерными радужными переливами).
Проведение процедуры
Сам процесс закалки настолько прост, что при желании справиться с ним сможет даже самый неопытный мастер, использующий собственный дом в качестве мини-мастерской. А проводится он следующими двумя способами:
- Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
- Вторая методика предполагает трехразовое равномерное закаливание клинка по всей площади до ярко-красного цвета. В этом случае в промежутках между закалкой необходимо прибегать к охлаждению клинка, каждый раз увеличивая время его нахождения в охлаждающих субстанциях.
 Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
Определить температуру нагрева стали можно и по ее внешнему виду непосредственно во время процедуры закаливания. Так, существует 4 основные группы оттенков закаленной стали, по которым можно понять, до какой температуры она прогрелась:
- Оранжевая группа — от 950 до 1000 градусов.
- Красная группа, включающая в себя 4 подгруппы — от 720 до 950 градусов.
- Бордовая — от 650 до 720 градусов.
- Красно-коричневая и ее 2 подгруппы — от 530 до 580 градусов.
 То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
Меняется цвет побежалости в определенной последовательности начиная со светло-соломенного, коричневого и лилового и заканчивая тёмно-синим, голубым и графитовым серым. Вместе с этим процессом претерпевает определенные изменения и температурный режим, варьирующийся в интервале от 220 до 350 градусов.
Немного иначе будут обстоять дела при закаливании хромистой стали, которая имеет более высокий температурный режим (от 300 до 700 градусов) при сохранении той же цветовой гаммы и последовательности изменения оттенков побежалости.
2 2 род – создание структурного равновесия в металле
В отличии от процесса первого рода, в данном случае удается добиться полного изменения структурных свойств металлического сплава. При этом специалисты в термообработке различают два вида отжига второго рода – полный и частичный. Закалка – вид термической обработки, при котором сплав получает неравновесную структуру и максимально прочные свойства. При закалке происходит равномерное нагревание до высоких температур, затем обработка стали при этих же температурах и резкое, почти мгновенное охлаждение металла. Закалка может также быть двух видов – с полиморфным превращением и без такового.

В первом случае металл при обработке нагревается до температуры, при которой происходит замена типа кристаллической решетки на нужную в одном из основных легирующих элементов сплава. Во втором обработке подвергается металлический сплав с органическим сочетанием легирующих элементов одного в другом. Иногда подобный процесс также называется старением, и необходим он для получения равновесия в структуре сплава и необходимого уровня свойств.
Отпуск металлического сплава – еще один вид термообработки, который направлен на уменьшение напряжения с полиморфным превращением. Этот процесс необходим для придания металлу оптимального сочетания свойств пластичности и прочности. Различают четыре этапа в процессе отпуска, которые направлены на создание естественного или искусственного старения металла. Эти факторы напрямую влияют на характеристики прочности и твердости.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить. Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что используют для охлаждения нержавейки дома?
В домашних условиях для охлаждения после закалки металла используют:
- Воду. Она быстро справляется с функцией охладителя металла. Не рекомендуется помещать в воду металл, в котором большое процентное содержание углерода. Изделие может деформироваться. Данная среда подходит для нержавейки с низким содержанием углерода.
- Если человек хочет равномерно охладить изделие после закаливания, то ему потребуется минеральное масло. Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
- Хлорид натрия или гидроксид, представленные в водном растворе. Концентрация вещества не должна превышать 10 процентов. Металлическое изделие будет равномерно охлаждаться. Искомый метод применяют по отношению к стали с высоким содержанием углерода.
- Различные полимерные растворы. К ним можно отнести моющие средства. Метод хорош тем, что не вызывает деформации материала. На изделии не будет дефектов.
Что используют для охлаждения нержавейки дома?
В домашних условиях для охлаждения после закалки металла используют:
- Воду. Она быстро справляется с функцией охладителя металла. Не рекомендуется помещать в воду металл, в котором большое процентное содержание углерода. Изделие может деформироваться. Данная среда подходит для нержавейки с низким содержанием углерода.
- Если человек хочет равномерно охладить изделие после закаливания, то ему потребуется минеральное масло. Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
- Хлорид натрия или гидроксид, представленные в водном растворе. Концентрация вещества не должна превышать 10 процентов. Металлическое изделие будет равномерно охлаждаться. Искомый метод применяют по отношению к стали с высоким содержанием углерода.
- Различные полимерные растворы. К ним можно отнести моющие средства. Метод хорош тем, что не вызывает деформации материала. На изделии не будет дефектов.