Инструкция по заточке фрез по дереву и металлу
Инструкция по заточке фрез по дереву и металлу
В современном многообразии услуг, представленных на рынке строительных материалов, легко отыскать помощь в затачивании фрез.

Фреза по дереву
Но не стоит спешить, данную работу можно выполнить самому. Это характерно не только для работ по заточке фрез, но и для других видов работ.
Чем точить фрезы?
Можно производить заточку вручную или с помощью точильного станка для фрез.

Рис. 1 . Заточка фрез с помощью точильного станка
Станок обеспечивает синхронизацию разных видов движения и фиксацию фрезы. Например, чтобы заострить концевую фрезу, необходимо совместить поступательные и вращательные движения, соблюдая при этом единообразную силу прижима инструмента к точильному кругу. Большое значение имеет скорость вращения, зернистость абразива, его материал.
- Абразивные круги из электрокорунда подходят для затачивания фрез по металлу и дереву (материал изготовления — быстрорежущая или инструментальная сталь класса «Стандарт»).
- Эльборовыми (CBN) кругами точат фрезы из быстрорежущей стали повышенной производительности.
- Алмазные (PCD) и карбидокремниевые круги применяются для заострения зубцов твердосплавных фрез.
Важно учитывать, что сильный разогрев снижает твердость абразивов и приводит к частичной потере режущих свойств. Ниже приводим таблицу термической устойчивости основных материалов, применяемых для производства абразивных кругов.

Рис. 2 . Таблица термической устойчивости основных материалов
Чтобы охладить точильный инструмент в процессе работы одной воды будет недостаточно — заржавеет станок. Мастера советуют добавлять в воду мыло и кальцинированную соду, нитрит, силикат натрия и т.д. — электролиты создают на поверхности точильного круга защитную пленку.
Существует больше 20 конфигураций точильных кругов для заострения фрезерного инструмента. Задние плоскости резцов шлифуют кругами тарельчатой или чашечной формы, передние — плоской или тарельчатой.

Рис. 2.1 Основные формы шлифовального инструмента из СТМ в мащиностроении
Заточка фрез для станков с ЧПУ
Фрезы для фрезерно гравировальных станков с ЧПУ
Фрезы для 3D фрезеровки и для 2D обработки
- Заточку фрез для станков с ЧПУ
- Инструмент для 3D фрезеровки
- Фрезы для 2D обработки
- Консультации по режимам резания
Заказ фрез для станков с ЧПУ и консультации по применению:
Моб: +38(067) 503 46 64
Запрос актуального прайса по e-Mail:

Правильный выбор инструмента и режимов резания имеет огромное значение для получения качественных изделий на станках с ЧПУ. Наша компания более двух десятков лет занимается механическими видами обработки древесины и других материалов. За этот период мы получили большой опыт в использовании станков с ЧПУ для 3D фрезеровки, в обработке древесносодержащих материалов, пластиков, текстолитов и цветных металлов.
Мы используем и рекомендуем для применения инструмент от лучших производителей в Украине и за рубежом.
Для изготовления деталей с 3D резьбой по дереву мы используем два вида обработки — черновую и чистовую.
Для черновой обработки мы применяем концевые фрезы с прямым или сферическим торцом, однозаходные, двухзаходные и трехзаходные. Фрезы с количеством режущих граней большим чем три выполняются исключительно под заказ, кроме специальных фрез — так называемых «стружколомов», или фрез типа «кукурузка». Эти фрезы хорошо выполняют черновую выборку в дереве и обрезку, оставляя после фрезерования лишь мелкую стружку, которая легко удаляется применяемыми на станках средствами пылеочистки — стружкопылесосами.
Для чистовой 3D обработки мы применяем конусные фрезы — в случае детализированной резьбы по дереву, если модель имеет рельеф с чередующимися тонкими гранями и впадинами. В других случаях, когда нет необходимости в применении фрез с малым радиусом торца, для финишной обработки детали мы используем концевые прямые фрезы со сферическим торцом.
Конусные фрезы для 3D фрезеровки
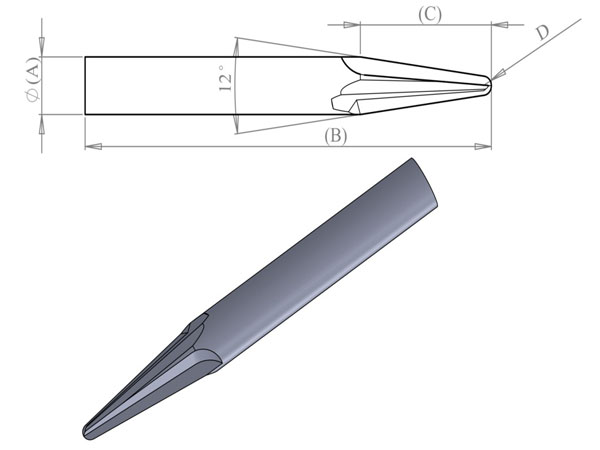
| Наименование | A — ∅ | B | C | D — ∅ |
|---|---|---|---|---|
| 3D.6.46.24.1 | 6 | 46 | 24 | 1 |
| 3D.6.46.22.2 | 6 | 46 | 22 | 2 |
| 3D.6.46.20.3 | 6 | 46 | 20 | 3 |
| 3D.6.60.24.1 | 6 | 60 | 24 | 1 |
| 3D.6.60.22.2 | 6 | 60 | 22 | 2 |
| 3D.6.60.20.3 | 6 | 60 | 20 | 3 |
| 3D.6.80.24.1 | 6 | 80 | 24 | 1 |
| 3D.6.80.22.2 | 6 | 80 | 22 | 2 |
| 3D.6.80.20.3 | 6 | 80 | 20 | 3 |
| 3D.8.60.34.1 | 8 | 60 | 34 | 1 |
| 3D.8.60.30.2 | 8 | 60 | 30 | 2 |
| 3D.8.60.25.3 | 8 | 60 | 25 | 3 |
| 3D.8.80.34.1 | 8 | 80 | 34 | 1 |
| 3D.8.80.30.2 | 8 | 80 | 30 | 2 |
| 3D.8.80.25.3 | 8 | 80 | 25 | 3 |
| 3D.10.75.50.1 | 10 | 75 | 50 | 1 |
| 3D.10.75.50.2 | 10 | 75 | 50 | 2 |
| 3D.10.75.50.3 | 10 | 75 | 50 | 3 |
| 3D.10.75.50.5 | 10 | 75 | 50 | 5 |
| 3D.10.100.44.1 | 10 | 100 | 44 | 1 |
| 3D.10.100.40.2 | 10 | 100 | 40 | 2 |
| 3D.10.100.35.3 | 10 | 100 | 35 | 3 |
| 3D.12.80.54.1 | 12 | 80 | 54 | 1 |
| 3D.12.80.50.2 | 12 | 80 | 50 | 2 |
| 3D.12.80.45.3 | 12 | 80 | 45 | 3 |
| 3D.12.100.54.1 | 12 | 100 | 54 | 1 |
| 3D.12.100.50.2 | 12 | 100 | 50 | 2 |
| 3D.12.100.45.3 | 12 | 100 | 45 | 3 |
Фрезы для 2D обработки с прямым торцом
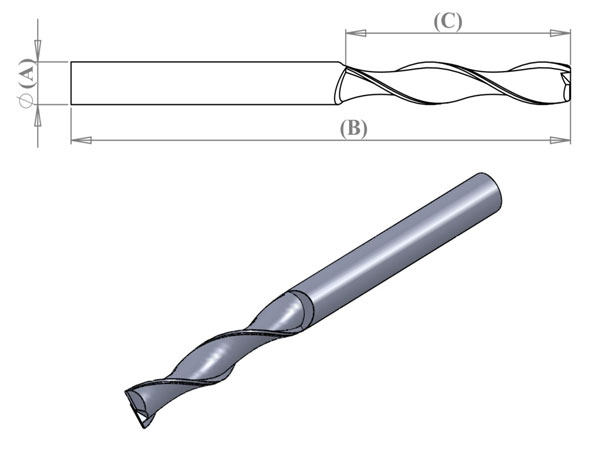
| Наименование | A — ∅ | B | C | Грани |
|---|---|---|---|---|
| 2D.6.46.20.2 | 6 | 46 | 20 | 2 |
| 2D.6.46.20.3 | 6 | 46 | 20 | 3 |
| 2D.6.60.30.2 | 6 | 60 | 30 | 2 |
| 2D.6.60.30.3 | 6 | 60 | 30 | 3 |
| 2D.6.80.40.2 | 6 | 80 | 40 | 2 |
| 2D.6.80.40.3 | 6 | 80 | 40 | 3 |
| 2D.6.100.60.3 | 6 | 100 | 60 | 3 |
| 2D.8.70.30.2 | 8 | 70 | 30 | 2 |
| 2D.8.70.40.3 | 8 | 70 | 40 | 3 |
| 2D.8.80.40.3 | 8 | 80 | 40 | 3 |
| 2D.8.100.50.2 | 8 | 100 | 50 | 2 |
| 2D.8.100.50.3 | 8 | 100 | 50 | 3 |
| 2D.10.100.50.2 | 10 | 100 | 50 | 2 |
| 2D.10.100.50.3 | 10 | 100 | 50 | 3 |
| 2D.12.80.40.2 | 12 | 80 | 40 | 2 |
| 2D.12.80.40.3 | 12 | 80 | 40 | 3 |
| 2D.12.100.50.2 | 12 | 100 | 50 | 2 |
| 2D.12.100.50.3 | 12 | 100 | 50 | 3 |
Фрезы стружколомы

| Наименование | A — ∅ | B | C | Грани |
|---|---|---|---|---|
| 2S.6.46.20.3 | 6 | 46 | 20 | 3 |
| 2S.6.60.30.3 | 6 | 60 | 30 | 3 |
| 2S.6.80.40.3 | 6 | 80 | 40 | 3 |
| 2S.6.100.60.3 | 6 | 100 | 60 | 3 |
| 2S.8.70.40.3 | 8 | 70 | 40 | 3 |
| 2S.8.80.40.3 | 8 | 80 | 40 | 3 |
| 2S.8.100.50.3 | 8 | 100 | 50 | 3 |
| 2S.10.100.50.3 | 10 | 100 | 50 | 3 |
| 2S.12.80.40.3 | 12 | 80 | 40 | 3 |
| 2S.12.100.50.3 | 12 | 100 | 50 | 3 |
Фрезы со сферическим торцом
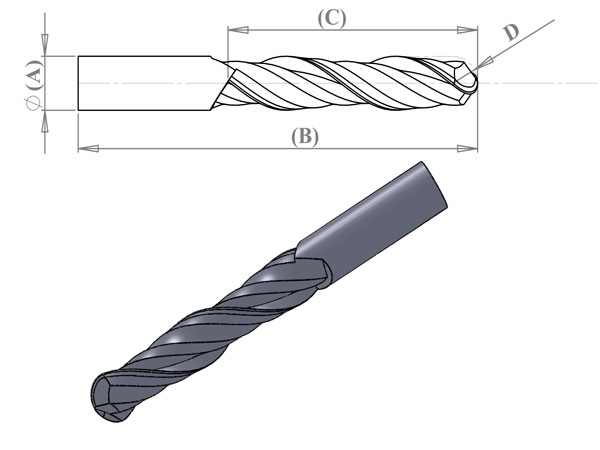
| Наименование | A — ∅ | B | C | D — ∅ |
|---|---|---|---|---|
| 1D.6.46.20.6 | 6 | 46 | 20 | 6 |
| 1D.6.60.30.6 | 6 | 60 | 30 | 6 |
| 1D.6.80.40.6 | 6 | 80 | 40 | 6 |
| 1D.8.70.30.8 | 8 | 70 | 30 | 8 |
| 1D.8.80.40.8 | 8 | 80 | 40 | 8 |
| 1D.8.100.50.8 | 8 | 100 | 50 | 8 |
| 1D.10.100.50.10 | 10 | 100 | 50 | 10 |
| 1D.12.80.40.12 | 12 | 80 | 40 | 12 |
| 1D.10.100.50.12 | 12 | 100 | 50 | 12 |
Фасонные фрезы для 2D обработки
Используются фрезы, изготовленные из твердых сплавов или быстрорежущих сталей, с хвостовиками 3 мм и 4 мм для шпинделя АС-72/0,6 и 6÷8 мм, 10 мм и 12 мм для шпинделей с цангами типа ER .
Компрессионные фрезы для 2D обработки листовых материалов

Для высокопроизводительного раскроя листовых (плитных) материалов на станках с ЧПУ применяется специальный инструмент — компрессионные фрезы для ЧПУ станков.
Особенностью обработки компрессионными фрезами является отсутствие большого количества сколов на нижней и верхней грани заготовки — что достигается благодаря применению разнонаправленных ножей — нижняя часть фрезы имеет наклон режущих кромок в правую сторону, верхняя часть – в левую сторону, это обеспечивает направление вектора усилия резания к центру заготовки, при этом обрабатываемый листовой материал остается в стабильном состоянии и полностью отсутствует эффект отрыва или прижатия заготовки.
При достаточных возможностях станков с ЧПУ по мощности шпинделя, по силе стружкоотсоса и по безопасности фрезеровки, компрессионные фрезы оптимально применять при прорезке листового материала за один проход.
Заказ фрез для станков с ЧПУ и консультации по применению:
Заточка фрез
Заточка имеет целью восстановить у инструментов режущую способность, их стойкость и возможность образовывать поверхности в пределах заданной шероховатости. Она может осуществляться поэлементно, т. е. когда обработка каждой рабочей поверхности ведется раздельно, и контурно — когда круг автоматически обходит главные рабочие поверхности. При этом применяются методы абразивной, алмазной, эльборовой и абразивно-эрозионной обработки.
Заточка фрез и их доводка производится:
- на универсально-заточных станках с ручным управлением таких моделей, как ЗА64М,
 ЗЛ64Д и ЗВ642;
ЗЛ64Д и ЗВ642; - на заточных полуавтоматах моделей ЗЕ667, ЗЕ667К дла торцевых фрез, ВЗ-126 для дисковых трехсторонних и торцевых фрез, 3685Б, 3685Г для концевых фрез и ЗБ690 для затачивания отрезных и прорезных фрез.
 ЗЛ64Д и ЗВ642;
ЗЛ64Д и ЗВ642;Заточку фрез целесообразно вести с применением специальных СОЖ, что позволяет повысить стойкость инструмента в 1,2—1,8 раза, производительность обработки в 1,5—2 раза, а также улучшить качество заточки.
Существующие универсально-заточные станки не приспособлены для использования СОЖ из-за непосредственного воздействия жидкости на работающего. Этот недостаток может быть устранен модернизацией станков, позволяющей свести воздействие СОЖ к минимально допустимому (изменение вращения круга, перенос пульта и рукояток управления и изменение рабочего места).
Сильно затупившиеся фрезы, как правило, предварительно шлифуют по цилиндрической поверхности на кругло-шлифовальном станке до удаления следов изнашивания, а затем затачивают по передней или задней поверхности зубьев.
Фрезы с остроконечной формой зубьев затачивают по задней поверхности (рис. VII.1) кругом чашечной (ЧЦ, ЧК) или тарельчатой (1T, 2Т, 3Т) формы.
 Одновременно при этом обеспечивается получение необходимого угла а. Ось тарельчатого (или чашечного) крута при заточке устанавливают не перпендикулярно к оси фрезы, а пол углом 89—88°, чтобы круг в процессе обработки вступал в контакт с металлом фрезы только на небольшом участке своей кольцевой рабочей поверхности.
Одновременно при этом обеспечивается получение необходимого угла а. Ось тарельчатого (или чашечного) крута при заточке устанавливают не перпендикулярно к оси фрезы, а пол углом 89—88°, чтобы круг в процессе обработки вступал в контакт с металлом фрезы только на небольшом участке своей кольцевой рабочей поверхности.
Рис. VII.1. Схемы заточки фрез по задней и передней (а) поверхностям (б)
В вертикальной плоскости зуб фрезы смещают относительно горизонтального положения диаметральной плоскости фрезы, чтобы образовать положительный задний угол α. Значение угла характеризует величина Н (рис. VII.1, а), определяемая из прямоугольного треугольника ОАВ:
Н = 0.5D sin α, где D — диаметр затачиваемой фрезы.
Положение зуба фрезы при заточке фиксируется упором 1, сделанным из пружинной стальной ленты. Место установки этого упора должно быть возможно ближе к вершине затачиваемого зуба. Этим обеспечивается получение наименьшей ошибки в значении угла а, а также облегчение отжатия упора при переходе на заточку следующего соседнего зуба (поворотом в направлении стрелки А). Величина Н достигается регулированием упора 1 по высоте.
Заточка зуба по передней поверхности производится при наличии на ней выраженных следов изнашивания. Однако при заточке фрез для особо точной обработки даже в тех случаях, когда всего одни зуб нуждается в заточке передней поверхности, рекомендуется осуществлять равномерное стачивание передних поверхностей у всех зубьев, чтобы не было нарушено равновесное участие каждого зуба.
Заточка передних поверхностен осуществляется тарельчатым кругом (рис. VII. 1,б). Если рабочую поверхность крута установить в диаметральной плоскости фрезы, то значение переднего угла у будет равно нулю. Для получения положительного значения переднего угла γ необходимо рабочую поверхность круга (торцевую) сместить относительно диаметральной плоскости фрезы на некоторое расстояние H1, которое определяют из прямоугольного треугольника OAВ:
Н1 = 0,5D sin γ
Таким образом затачиваются фрезы с затылованными зубьями.
 Цилиндрические фрезы с винтовыми зубьями затачиваются по задней и передней поверхностям по аналогичным схемам, но к движению инструмента вдоль его оси (продольная подача) присоединяется одновременный его поворот на ту часть полного оборота, которая соответствует части шага винтовых канавок, приходящейся на всю длину фрезы. В этих случаях передняя поверхность зуба, который фиксируется упором, становится, к тому же, копиром.
Цилиндрические фрезы с винтовыми зубьями затачиваются по задней и передней поверхностям по аналогичным схемам, но к движению инструмента вдоль его оси (продольная подача) присоединяется одновременный его поворот на ту часть полного оборота, которая соответствует части шага винтовых канавок, приходящейся на всю длину фрезы. В этих случаях передняя поверхность зуба, который фиксируется упором, становится, к тому же, копиром.
Цилиндрические и дисковые фрезы, имеющие небольшие углы наклона ω, шлифуются по окружности плоскими шлифовальными кругами (форма ПП) с расположением оси круга параллельно оси фрезы. При больших углах (ω=30÷45°) ось шлифовального круга устанавливается под углом μ, значение которого определяется по формуле
tg μ = tg α sin ω
Концевые и торцевые фрезы затачиваются аналогично. Сборные фрезы могут быть заточены на универсально-заточных станках. Однако в целях достижения приемлемых производительности и качества заточки сборные фрезы следует затачивать на специальных заточных станках-полуавтоматах либо на особых приспособлениях с закреплением вынутых ножей в кассетах. Окончательно заточенная фреза подвергается заключительной обработке — доводке. Доводка преследует цель возможно более полного устранения микронеровностей на рабочих поверхностях зубьев или, по крайней мере, значительного их уменьшения, а также придания лезвию инструмента слитной, высокоточной формы. Достигается это путем снятия с поверхности очень тонкого слоя материала (металла или сплава) — 5—10 мкм.
Доводка выполняется на специальных доводочных станках, где инструментом служит чугунный диск, вращающийся с окружной скоростью 1,2—2,0 м/с. Диск смазывается пастой, в состав которой входят (массовое содержание в %): 60—70 порошка карбида бора зернистостью 270—325 или зеленого карборунда той же зернистости и 30—40 парафина. Для лучшего удержания пасты на доводочном диске в нее добавляют 5—10 % окиси железа от обшей массы пасты.
Современным средством, полноценно заменяющим доводку фрез, является тонкое шлифование алмазными кругами на металлической связке с обязательным применением специальных СОЖ. Без СОЖ использовать алмазные круги на металлической связке запрещается.
Заточка фрез для станков с ЧПУ
Фрезы для фрезерно гравировальных станков с ЧПУ
Фрезы для 3D фрезеровки и для 2D обработки
- Заточку фрез для станков с ЧПУ
- Инструмент для 3D фрезеровки
- Фрезы для 2D обработки
- Консультации по режимам резания
Заказ фрез для станков с ЧПУ и консультации по применению:
Моб: +38(067) 503 46 64
Запрос актуального прайса по e-Mail:
Правильный выбор инструмента и режимов резания имеет огромное значение для получения качественных изделий на станках с ЧПУ. Наша компания более двух десятков лет занимается механическими видами обработки древесины и других материалов. За этот период мы получили большой опыт в использовании станков с ЧПУ для 3D фрезеровки, в обработке древесносодержащих материалов, пластиков, текстолитов и цветных металлов.
Мы используем и рекомендуем для применения инструмент от лучших производителей в Украине и за рубежом.
Для изготовления деталей с 3D резьбой по дереву мы используем два вида обработки — черновую и чистовую.
Для черновой обработки мы применяем концевые фрезы с прямым или сферическим торцом, однозаходные, двухзаходные и трехзаходные. Фрезы с количеством режущих граней большим чем три выполняются исключительно под заказ, кроме специальных фрез — так называемых «стружколомов», или фрез типа «кукурузка». Эти фрезы хорошо выполняют черновую выборку в дереве и обрезку, оставляя после фрезерования лишь мелкую стружку, которая легко удаляется применяемыми на станках средствами пылеочистки — стружкопылесосами.
Для чистовой 3D обработки мы применяем конусные фрезы — в случае детализированной резьбы по дереву, если модель имеет рельеф с чередующимися тонкими гранями и впадинами. В других случаях, когда нет необходимости в применении фрез с малым радиусом торца, для финишной обработки детали мы используем концевые прямые фрезы со сферическим торцом.
Конусные фрезы для 3D фрезеровки
| Наименование | A — ∅ | B | C | D — ∅ |
|---|---|---|---|---|
| 3D.6.46.24.1 | 6 | 46 | 24 | 1 |
| 3D.6.46.22.2 | 6 | 46 | 22 | 2 |
| 3D.6.46.20.3 | 6 | 46 | 20 | 3 |
| 3D.6.60.24.1 | 6 | 60 | 24 | 1 |
| 3D.6.60.22.2 | 6 | 60 | 22 | 2 |
| 3D.6.60.20.3 | 6 | 60 | 20 | 3 |
| 3D.6.80.24.1 | 6 | 80 | 24 | 1 |
| 3D.6.80.22.2 | 6 | 80 | 22 | 2 |
| 3D.6.80.20.3 | 6 | 80 | 20 | 3 |
| 3D.8.60.34.1 | 8 | 60 | 34 | 1 |
| 3D.8.60.30.2 | 8 | 60 | 30 | 2 |
| 3D.8.60.25.3 | 8 | 60 | 25 | 3 |
| 3D.8.80.34.1 | 8 | 80 | 34 | 1 |
| 3D.8.80.30.2 | 8 | 80 | 30 | 2 |
| 3D.8.80.25.3 | 8 | 80 | 25 | 3 |
| 3D.10.75.50.1 | 10 | 75 | 50 | 1 |
| 3D.10.75.50.2 | 10 | 75 | 50 | 2 |
| 3D.10.75.50.3 | 10 | 75 | 50 | 3 |
| 3D.10.75.50.5 | 10 | 75 | 50 | 5 |
| 3D.10.100.44.1 | 10 | 100 | 44 | 1 |
| 3D.10.100.40.2 | 10 | 100 | 40 | 2 |
| 3D.10.100.35.3 | 10 | 100 | 35 | 3 |
| 3D.12.80.54.1 | 12 | 80 | 54 | 1 |
| 3D.12.80.50.2 | 12 | 80 | 50 | 2 |
| 3D.12.80.45.3 | 12 | 80 | 45 | 3 |
| 3D.12.100.54.1 | 12 | 100 | 54 | 1 |
| 3D.12.100.50.2 | 12 | 100 | 50 | 2 |
| 3D.12.100.45.3 | 12 | 100 | 45 | 3 |
Фрезы для 2D обработки с прямым торцом
| Наименование | A — ∅ | B | C | Грани |
|---|---|---|---|---|
| 2D.6.46.20.2 | 6 | 46 | 20 | 2 |
| 2D.6.46.20.3 | 6 | 46 | 20 | 3 |
| 2D.6.60.30.2 | 6 | 60 | 30 | 2 |
| 2D.6.60.30.3 | 6 | 60 | 30 | 3 |
| 2D.6.80.40.2 | 6 | 80 | 40 | 2 |
| 2D.6.80.40.3 | 6 | 80 | 40 | 3 |
| 2D.6.100.60.3 | 6 | 100 | 60 | 3 |
| 2D.8.70.30.2 | 8 | 70 | 30 | 2 |
| 2D.8.70.40.3 | 8 | 70 | 40 | 3 |
| 2D.8.80.40.3 | 8 | 80 | 40 | 3 |
| 2D.8.100.50.2 | 8 | 100 | 50 | 2 |
| 2D.8.100.50.3 | 8 | 100 | 50 | 3 |
| 2D.10.100.50.2 | 10 | 100 | 50 | 2 |
| 2D.10.100.50.3 | 10 | 100 | 50 | 3 |
| 2D.12.80.40.2 | 12 | 80 | 40 | 2 |
| 2D.12.80.40.3 | 12 | 80 | 40 | 3 |
| 2D.12.100.50.2 | 12 | 100 | 50 | 2 |
| 2D.12.100.50.3 | 12 | 100 | 50 | 3 |
Фрезы стружколомы
| Наименование | A — ∅ | B | C | Грани |
|---|---|---|---|---|
| 2S.6.46.20.3 | 6 | 46 | 20 | 3 |
| 2S.6.60.30.3 | 6 | 60 | 30 | 3 |
| 2S.6.80.40.3 | 6 | 80 | 40 | 3 |
| 2S.6.100.60.3 | 6 | 100 | 60 | 3 |
| 2S.8.70.40.3 | 8 | 70 | 40 | 3 |
| 2S.8.80.40.3 | 8 | 80 | 40 | 3 |
| 2S.8.100.50.3 | 8 | 100 | 50 | 3 |
| 2S.10.100.50.3 | 10 | 100 | 50 | 3 |
| 2S.12.80.40.3 | 12 | 80 | 40 | 3 |
| 2S.12.100.50.3 | 12 | 100 | 50 | 3 |
Фрезы со сферическим торцом
| Наименование | A — ∅ | B | C | D — ∅ |
|---|---|---|---|---|
| 1D.6.46.20.6 | 6 | 46 | 20 | 6 |
| 1D.6.60.30.6 | 6 | 60 | 30 | 6 |
| 1D.6.80.40.6 | 6 | 80 | 40 | 6 |
| 1D.8.70.30.8 | 8 | 70 | 30 | 8 |
| 1D.8.80.40.8 | 8 | 80 | 40 | 8 |
| 1D.8.100.50.8 | 8 | 100 | 50 | 8 |
| 1D.10.100.50.10 | 10 | 100 | 50 | 10 |
| 1D.12.80.40.12 | 12 | 80 | 40 | 12 |
| 1D.10.100.50.12 | 12 | 100 | 50 | 12 |
Фасонные фрезы для 2D обработки
Используются фрезы, изготовленные из твердых сплавов или быстрорежущих сталей, с хвостовиками 3 мм и 4 мм для шпинделя АС-72/0,6 и 6÷8 мм, 10 мм и 12 мм для шпинделей с цангами типа ER .
Компрессионные фрезы для 2D обработки листовых материалов
Для высокопроизводительного раскроя листовых (плитных) материалов на станках с ЧПУ применяется специальный инструмент — компрессионные фрезы для ЧПУ станков.
Особенностью обработки компрессионными фрезами является отсутствие большого количества сколов на нижней и верхней грани заготовки — что достигается благодаря применению разнонаправленных ножей — нижняя часть фрезы имеет наклон режущих кромок в правую сторону, верхняя часть – в левую сторону, это обеспечивает направление вектора усилия резания к центру заготовки, при этом обрабатываемый листовой материал остается в стабильном состоянии и полностью отсутствует эффект отрыва или прижатия заготовки.
При достаточных возможностях станков с ЧПУ по мощности шпинделя, по силе стружкоотсоса и по безопасности фрезеровки, компрессионные фрезы оптимально применять при прорезке листового материала за один проход.
Заказ фрез для станков с ЧПУ и консультации по применению:
6. Срезание заглушек
![]()
Кромочный фрезер с прямой фрезой неплохо справляется со срезанием заглушек для крепежа вровень с основной плоскостью. Особенно его эффективность в этом вопросе будет заметна, когда нужно выровнять несколько десятков заглушек, в этом случае он может быть удобнее, чем пилка или стамеска. После прохода фрезером потребуется только слегка подшлифовать место заглушки.
Насадные: особенности и классификация
Насадные фрезы состоят из рабочей части с режущими кромками снаружи и отверстием для посадки на оправку. Основное преимущество такой конструкции заключается в экономии металла на хвостовик для каждой фрезы.

Сборные
Особенность конструкции сборных насадных фрез – режущие кромки крепятся болтами. Преимущества моделей инструмента:
- не требуют трудоемкой заточки;
- быстрая смена режущих пластин;
- возможность устанавливать на один корпус элементы разной конфигурации;
- минимальный расход материалов;
- точная регулировка диаметра;
- большой срок эксплуатации.

К недостаткам относиться вероятность вылета ножа при перегрузках и скоростной обработке.
Составные
В составных конструкциях фрез режущие элементы не снимаются. Они припаиваются к корпусу и выполняют только один вид обработки. Изменить размеры и конфигурацию обработки невозможно. К особенностям составных моделей относится:
- жесткое крепление режущих кромок;
- экономия твердосплавных материалов;
- высокая стойкость лезвий;
- возможность составлять блоки из нескольких фрез разного диаметра.

Режущие кромки постепенно притупляются. Заточка производится затыловкой по сложной конфигурации. При этом изменяются размеры фрезы – уменьшается диаметр.
Цельные
Цельные фрезы вырезаются из цельной заготовки из инструментальной стали. После обработки производится закалка и заточка. Преимущества моделей:
- простая технология изготовления;
- жесткая прочная конструкция;
- могут иметь любую форму;
- заточка по режущей кромке.

При изготовлении цельных фрез по дереву используют инструментальные стали. Они значительно дешевле быстрорежущих и вольфрамовых пластин. Недостаток цельных фрез – изношенный инструмент утилизируется, восстановлению не подлежит.
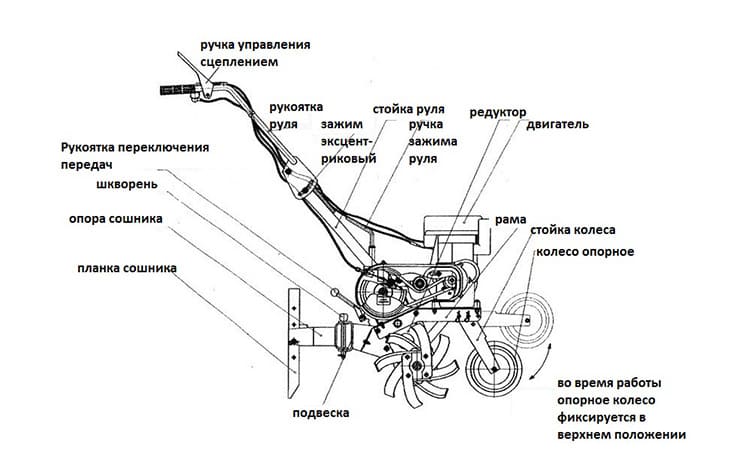
Что такое культиватор и для чего он нужен
Для начала нужно разобраться, что собой представляет культиватор, как он устроен и для чего нужен. Итак, это вид компактной сельскохозяйственной техники, предназначенной для предпосадочной подготовки почвы. Он позволяет пахать, рыхлить и окучивать землю, а также оформлять борозды и выполнять боронование. Этот агрегат позволяет значительно облегчить сельскохозяйственные работы на дачном или приусадебном участке.

Культиваторы по типу механизма делят на группы:
- механические ручные. Используются в качестве дополнительного оборудования к более серьёзной технике. Рыхлят почву на глубину не более 5 см и удаляют лишь слабые, расположенные на самой поверхности, сорняки;
- электрические. Лёгкая, маневренная техника, которая используется на ограниченных участках земли. Недостаток заключается в работе от электрического шнура;
- аккумуляторные. Этот тип сельскохозяйственного оборудования — сочетание всех преимуществ электрических аналогов с автономностью. Они более тяжёлые, но, в то же время, мобильные и безопасные;
- бензиновые. Эта техника отличается мощностью, производительностью и большим весом. Хороший вариант для обработки обширных земельных участков.


Электрокультиватор со шнуром


Мотокультиватор с бензиновым двигателем
Культиваторы любого типа состоят из таких основных элементов, как рама, рычаги управления, двигатель, ротор, колёса и устройства культивации (фрезы).
Услуги по заточке фрез (по металлу, дереву, дисковых) найдено 111 компаний

ЗАО «МЕГАВАТТ-1»
ЗАО «МЕГАВАТТ-1» было создано в 2010 году на базе ведущих специалистов в области энергетики. В ЗАО «МЕГАВАТТ-1» работают доктора наук, кандидаты наук, лауреат премии Правительства РФ в области науки и техники, а также заслуженные работники отрасли. Деятельность ЗАО «МЕГАВАТТ-1» направлена на повышение эффективности использования энергоресурсов, снижение технических и коммерческих потерь электроэнергии; производительности, качества и безопасности в процессе проведения испытаний электротехнического оборудования посредством автоматизации.
ЗАО «МЕГАВАТТ-1» имеет в своем составе испытательные лаборатории, сертификационный орган, а также с 2012 года является членом саморегулируемой организации в области энергоаудита СРО НП «Профессиональное объединение энергоаудиторов». Имеет лицензию РосАтома на право эксплуатации блоков атомных станций в части выполнения работ и оказания услуг эксплуатирующей организации при ремонте, реконструкции и модернизации АС.
Наша организация имеет сертификаты соответствия требованиям ГОСТ Р ИСО 50001-2012 (ISO 50001:2011), ГОСТ Р ИСО 9001-2015 (ISO 9001:2015) и ГОСТ РВ 0015-002-2012.
Механо-обработка, электромонтажные работы, изготовление опытных образцов изделий, электрические испытания изделий, конструкторско-технологические работы, сварочные работы.

ООО «ТЕФИЯ»
Производим термообрабатывание металлов до 1200 гр. С фрезеруем точим шлифуем растачиваем сверлим нарезаем резьбу зубонарезные работы-прикатка без шлифования,категорийные и не категорийные сварщики-ремонтируем разбираем собираем механизмы резка металла чпу плазморез печи 400*600*1000мм 800*1000*2400мм ремонтируем печи-расчет, футерование ,нагревательные элементы ,электрошкафы. далее фрезерно- расточные работы станки чпу сталь до 53HRC аллюминий и др.материалы. Литье аллюминия под давлением.Изготовление пресс- форм для литья по давлением качественно и адекватно-недешего. Зубонарезное оборудование и гипоидные передачи.

ООО «ИНВЕТОР»
Сделаем ракету по вашим чертежам
Хотите чтобы Ваш заказ увидели все исполнители из этого раздела?
ООО «ПРОВЕРТ»

ООО «Монтаж-КАМ»
ООО «Монтаж-КАМ» оказывает широкий спектр услуг в области Металлообработки: токарные, фрезерные, зуборезные, координатно-расточные, шлифовальные, заточные и другие работы, протягивание шпоночных и шлицевых пазов.
Для Вас мы изготовим Запасные Части, Узлы и Механизмы:
- Шестерни Цилиндрические: прямозубые, косозубые, питчевые;
- Шестерни Конические: прямозубые, с круговым зубом;
- Звездочки для втулочных и роликовых цепей;
- Муфты, Полумуфты: МУВП, упругие со звездочкой, цепные, зубчатые;
- Шкивы, Валы и другие детали механических передач,
а также выполним:
- Восстановительный Ремонт изношенных шеек валов и осей;
- Заточку металлорежущего инструмента: фрез, долбяков, сверл.
— Мы делаем запчасти от 1 штуки (косозубые и конические шестерни — от 1 пары). Это избавляет вас от лишних затрат. Заказывайте только то количество, которое Вам нужно.
— Нет необходимости менять весь узел? Закажите только ту деталь, которая износилась — сэкономите время и деньги!
— Нет чертежа? Мы избавим Вас от головной боли по его разработке и изготовим изделие по Вашему Эскизу или Изношенному Образцу.
— У Вас импортное оборудование? Изготовим Вам детали в рамках программы Импортозамещения, в том числе:
- Питчевые Шестерни для полиграфического оборудования, комбайнов, снегоходов, экскаваторов и прочей спецтехники и сельхозтехники японского, немецкого, итальянского, американского, канадского и др. производства;
- Звёздочки для ряда импортных роликовых цепей (А и В) и зубчатых цепей Морзе.
— Когда Вы размещаете заказ у нас, Вы избегаете бессмысленной утечки Ваших средств на постоянные ремонты и доработки. Надежная и долговечная работа оборудования с лихвой окупит вложенные средства.
— Работая с нами Вы избавитесь от бюрократических проволочек, ведь все согласования проходят оперативно в рабочем порядке, а отправка готовой продукции осуществляется в течение суток.
— Гибкая ценовая политика — весомый аргумент в нашу пользу!
— Доставка изготовленной продукции — транспортными компаниями (ПЭК, Деловые Линии, ЖелДорЭкспедиция и др.) в любой регион России от Калининграда до Камчатки.
Делайте заказ, и в нашем лице Вы найдете надежного партнера.