Резка и развальцовка трубок: герметичные трубопроводы за несколько минут
Резка и развальцовка трубок: герметичные трубопроводы за несколько минут

В тормозной и топливной системах автомобиля применяются трубки из стали и цветных металлов. Такие же трубки входят в состав систем кондиционирования и других технических устройств. Для получения герметичных и надежных соединений трубки подвергаются особой обработке — развальцовке. Эта непростая операция проводится с помощью специального инструмента, о котором Вы узнаете из этой статьи.
Данная публикация продолжает серию статей о специальном инструменте.
Надежный монтаж тонких металлических трубок — серьезная проблема, которая, однако, давно имеет решение. Это — развальцовка трубок и их монтаж с помощью специальных гаек. Однако развальцовка только теоретически очень проста, на практике же выполнить ее иногда бывает очень сложно, а без специального инструмента — и вовсе невозможно.
Инструкция для самостоятельной развальцовки
Не каждый автомобилист испытывает желание заниматься ремонтом. Для некоторых это слишком сложное занятие, у других же нет времени и желания. Если вы себя относите к перечисленным категориям, то всегда можете обратиться в автосервис, и доверить развальцовку профессионалам.
Есть еще один фактор, который может остановить вас – это отсутствие специального инструмента. Тем не менее, его всегда можно приобрести в автомобильном магазине, либо заказать в Интернете. Инструмент максимально бережно работает с металлом, при этом сохраняется равномерность толщины стенок и гладкость внутренней поверхности.
При желании, вы легко приобретете набор для развальцовки. Туда помимо «развальцовщика» входит:
- труборез;
- клещи;
- зажим;
- штуцер;
- штампы под разные диаметры трубок.
Важно! Не спешите приобретать самые дешевые наборы. В основном они некачественные. Лучше заплатить немного дороже, но срок службы инструментов будет дольше.
Если перечисленные препятствия вас не пугают, а под рукой есть все необходимое, займитесь ремонтом самостоятельно. Процесс развальцовки тормозных трубок не трудоемкий и не займет много времени. При этом, после успешно проделанной работы, вы однозначно почувствуете чувство гордости от собственных возможностей.
Четко следуйте инструкции:
- Загоните автомобиль на смотровую яму или эстакаду, обездвижьте.
- Приготовьте набор для развальцовки, а также вам понадобится дрель и немного бензина.
- Открутите тормозную трубку от суппорта или тормозного цилиндра. Оцените степень поломки и возможность ремонта.
- Если можно удалить испорченный кусок, при этом сохраняя нужную длину, обрежьте его труборезом и выбросьте. Свое он уже отработал.
- Исправный обрезанный край обработайте бензином.
- Клещами зажмите трубку для создания разъема под штуцер.
- Дрелью и сверлом нужного диаметра снимите фаску по краям трубки.
- Очистите трубку от стружки и вставьте штуцер.
- Возьмите инструмент для развальцовки и вставьте в нужное отверстие трубку. Необходимо, чтобы ее конец выступал на 5-6 мм за край.
- Зажмите инструмент. В это время механизмом обрабатывается нужная часть.
- Полюбуйтесь результатом работы. На конце трубки должно получиться аккуратное расширение, которое герметично соединит элементы системы.
- Установите все детали на место. Залейте тормозную жидкость и прокачайте систему, чтобы из нее вышел весь воздух. Протестируйте работу автомобиля.

Неисправности трубок
При плохой передаче жидкости по трубкам торможение авто совершается с запозданием, и тормозной путь возрастает практически в два раза. Кроме того, в работе системы, наиболее часто при нажатии педали тормоза, возникают посторонние звуки и некоторые импульсные перемещения.
Причиной повреждения трубок является потеря жидкости в тормозной системе. Эта потеря повергнет к перегреванию тормозных барабанов и к неровному изнашиванию колодок. Ещё одним показателем может быть необычное поведение авто в период нажатия на рычаг, а именно: автомобиль немного отходит в сторону. Конечно, это не прямая причина, однако, как заявляют профессионалы, она может указывать на поломку трубок.
Каждый автомобилист должен немного ориентироваться в конструкции собственной машины, чтобы уметь в случае ремонтных работ ликвидировать поломку собственными руками, если есть такая возможность. В особенности это относится к автотормозной системе. Зачастую при ее неисправностях необходима развальцовка труб, по которым жидкость переходит, при нажатии на рычаг, от цилиндра к колодкам.
Определить поломку самостоятельно можно в следующих ситуациях:
 Утечка жидкости из системы.
Утечка жидкости из системы.- Перегревание барабанов.
- Скрип при нажатии на рычаг.
- Увеличение хода автотормозной педали.
- Тормозной путь делается продолжительнее.
- Изнашивание колодок происходит скачкообразно.
 Утечка жидкости из системы.
Утечка жидкости из системы.Очевидным признаком того, что трубки износились и пора делать развальцовку, будет повышение тормозного пути.
Отмеченные проблемы наносят весьма высокий ущерб не только отдельным составляющим, но и целой системе. В случае если собственник желает защитить автомобиль от проблем, ему необходимо помнить, что следует хотя бы раз в год проходить тестирование автотормозной системы.
Развальцовка труб — это не особо приятная работа, однако и не очень сложная. Наиболее важное, что развальцевать можно своими руками. Для высококачественного исполнения этой работы необходимо купить специальное приспособление, именуемое «развальцовщиком».
Такой комплект для развальцовки трубок имеет приемлемую цену, и в нем можно увидеть:
- труборез;
- штуцер;
- клещи;
- штампы.
Можно купить набор в любом автомобильном магазине, его стоимость — копейки по сравнению со стоимостью работы на станции технического обслуживания.
Технология развальцовки трубок

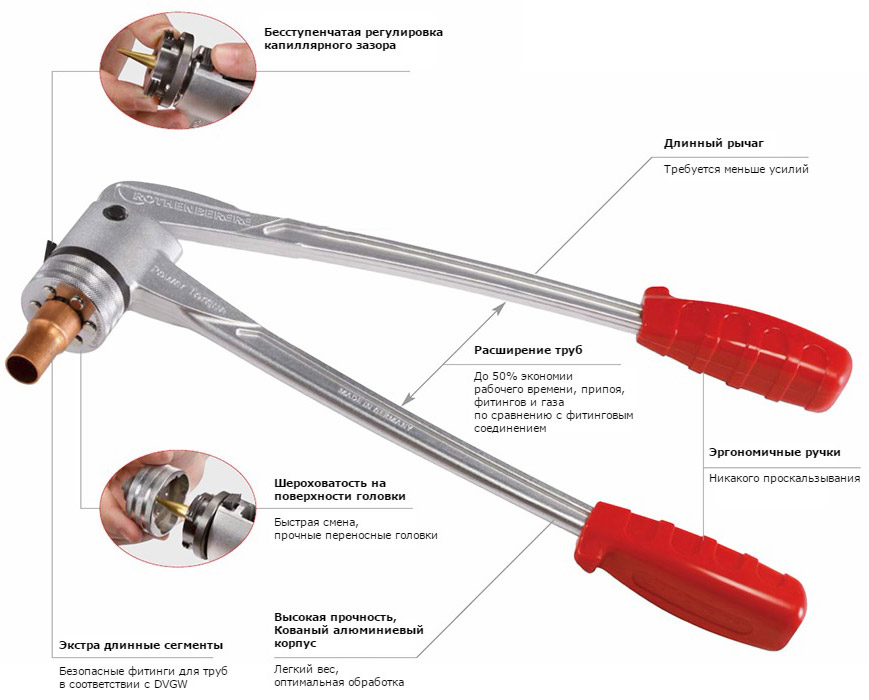
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применение развальцовщика

Инструмент для работы
Развальцовка медной трубки своими руками с помощью развальцовщика производится в том случае, если соединение ведется с помощью муфт или методом пайки. При пайке необходимо расширить один конец, в который вставляется другая трубка.
Таким образом, появляется небольшой зазор, который необходимо заполнить припоем. Такого типа соединение считается наиболее надежным для монтажа сплит-системы и холодильных установок.
Муфтовое соединение также является достаточно популярным благодаря тому, что производить сборку и демонтаж такой системы достаточно легко. Перед тем как браться за развальцовку трубки для монтажа с помощью муфт необходимо сначала ее подготовить, и только потом начинать деформацию.
Порядок работ следующий:
- Зачищается конец трубы:
- На трубу надевается муфта;
- Трубка вставляется в инструмент. Винт развальцовки вращается до того момента, пока кромка не образует угол в 45 0 ;
- Изделие вынимается из инструмента;
- Муфта подводится к кромке и гайка на ней закручивается.

Совет. Многие мастера советуют при монтаже медного трубопровода нарезать трубы с запасом в 2-2,5 см для того, чтобы в случае неудачной развальцовки конец трубы можно было отрезать и продублировать процесс вальцевания.
Если монтаж трубопровода будет производиться методом пайки, тогда процесс вальцевания должен состоять из следующих этапов:
- Поверхность с помощью специальной щетки зачищается;
- С помощью вальцовки, труба расширяется таким образом, чтобы в нее можно было вставить следующий элемент системы с зазором 0,1 мм;
- На внутреннюю поверхность равномерным слоем необходимо нанести флюс и соединить со следующим элементом сети;
- Место соединения прогревается с помощью горелки, к нему же подносится припой. Прогрев продолжается пока припой не расплавится;
- Нагрев продолжается пока расплавленный припой не распределится равномерно по соединению.
2 Специфика вальцовки труб: 3 закона профессионала
Технология вальцевания обеспечивает надежную сцепку частей трубопровода: трубы и трубной решетки. Однако, для достижения максимального результата необходимо следовать определенным требованиям обработки и соблюдать правила вальцевания:
1. Вальцевание допустимо производить только с трубами из металлов: черная и нержавеющая сталь, оцинковка, алюминий и другие.
2. Для точного подбора инструмента вальцевания нужны 2 показателя: диаметр трубы, подлежащей вальцовки, и толщина его стенок;
4. Каждый диаметр вальцевания должен выполняться оборудованием определенной серии.
Многолетний опыт работы специалистов нашей компании показывает, что все этапы вальцовки должны выполнять квалифицированные специалисты. От уровня подготовки работника зависит до 30% надежности соединения.
Необходимый инструмент
Развальцовку медных труб можно сделать различными по устройству, сложности конструкции, стоимости инструментами.
Проще всего вручную натянуть трубку из меди на болванку подходящего размера. Эффект будет достигнут, но получить таким образом ровный, геометрически правильный раструб с одинаковыми по толщине стенками, ровным растяжением металла по всей поверхности сложно. Давление со стороны рук тоже может меняться, что чревато искривлением самой трубки, перекосами и плохим конечным результатом.
Выполнить развальцовку точно, правильно помогут более сложные, совершенные инструменты, коэффициент полезного действия которых выше.
Экспандер
 В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
Преимущества экспандера в том, что он недорогой, а работа с ним простая и быстрая. Минус – невысокое качество результатов, поскольку стенки трубы деформируются по-разному, а тонкие места могут вовсе порваться.
Конусный развальцовщик
 Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Развальцовщик работает следующим образом: вращается силовой винт, расширитель ввинчивается внутрь трубы, постепенно увеличивая ее размер. При этом взаиморасположение трубы и расширителя не меняется, что достигается за счет специальных направляющих, так удается избежать перекосов — раструб получается правильным.
Механический развальцовщик
Инструмент похож на предыдущий, только рабочая часть у него выполнена не конусом, а вальцами. Вальцы не растягивают, а раскатывают стенки. Расширение происходит плавно, симметрично, металл сохраняет одну толщину по всей обрабатываемой площади, раструб выходит правильной формы.
Электрический развальцовщик
Электропривод инструмента существенно уменьшает трудозатраты, ускоряет процесс разбортовки.
Вальцовка: что это означает
Термин используется для обозначения следующих процессов.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка вытягивается, утончается и калибруется на соответствующем оборудовании – вальцах. Отсюда и название.
- Развальцовка – не требует обязательного участия вальцов, может производиться своими руками. Суть ее заключается в увеличении диаметра края трубы с помощью механического воздействия. Необходимость такая часто возникает при соединении прямых отрезков.

Качественный стык подразумевает вставку одного отрезка в гильзу – расширение, другого и запаивание зазора. Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
- Завальцовка – обратная операция: обжимание края трубы перед установкой в гильзу. Если предполагает нарезка резьбы вручную, край трубопровода также нужно уменьшить в объеме – завальцевать. Используются для этого обычные клещи или миниатюрные вальцы.
- Гибка – большинство трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и постепенно выгибает под требуемым углом. Так как в операции участвуют вальцы, этот процесс тоже часто именуют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.

Правомерно называть так стоит только второй вариант – увеличение диаметра края перед соединением. ГОСТ регламентирует качественные и количественные характеристики результата вальцовки.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
 Резка развальцованной трубы
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Как делать развальцовку медных труб? (видео)
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.