Разновидности и способы выполнения сварочных швов
Разновидности и способы выполнения сварочных швов
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.

Типы сварных швов по видам примыкания поверхностей
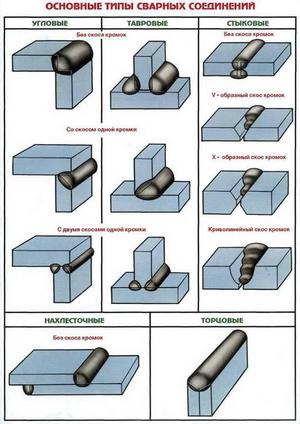
В зависимости от толщины металла, требуемой герметичности, и геометрической форме соединяемых частей, используются разные виды сварных швов. Они разделяются на:
- стыковые;
- внахлест;
- угловые;
- тавровые.
У каждого есть свое предназначение, хорошо подходящее под конкретные потребности готовой продукции. Разнится и техника выполнения сварного соединения.

Самым часто встречающимся видом сварного соединения является стык. Это применимо при сваривании торцов труб, листов стали, либо других геометрических фигур, присоединяемых друг к другу сторонами. Основные виды сварных соединений и швов включают в себя множество разновидностей присоединения деталей встык, отличающихся по стороне накладывания шва и толщине изделия. Их выделяют в следующие подвиды:
- одностороннее обычное;
- одностороннее с обработкой краев под 45º и V-образной формой;
- одностороннее с обработкой одной кромки под 45º шлифовальной машиной, либо выбором фрезой полукруга, равного по количеству снятого металла от косого среза;
- одностороннее со снятие кромки фрезой на обеих присоединяемых деталях (U-образная разделка);
- двухстороннее, подразумевающее обрез кромок под 45º с каждой стороны (Х-образная разделка).
В описании к работам они могут обозначаться «С1», или иметь другое число после буквы, в зависимости от техники выполнения. Обычный односторонний шов применяется при скреплении двух пластин, не более 4 мм толщиной. Если детали имеют до 8 мм толщины металла, то шов накладывается с обеих сторон, что является двухсторонним типом сварного соединения. Чтобы повысить коэффициент сопротивления на излом, добиваются большей глубины заполнения расплавленным металлом, для чего между двумя частями выставляют зазор до 2 мм.
При работе с изделиями, толщина которых превышает 5 мм, и требуется наложить шов только с одной стороны, но ожидается высокая прочность, необходима разделка кромок. Ее осуществляют «болгаркой», или напильником. Достаточно скоса в 45º. Чтобы расплавленный метал не прожег нижнюю сторону и не сделал наплыв с обратной части соединяемых поверхностей, скос кромки выполняют не до конца, оставляя небольшое притупление в 2-3 мм. Схожую разделку можно выполнить на фрезерном станке, что занимает больше времени и ресурсов. Это применяется только на очень ответственных проектах.
Когда толщина металла превышает 12 мм, рекомендуется двухсторонняя разделка. Х-образный способ обработки помогает сэкономить на количестве заполняемого металла, что ведет к возрастанию скорости сварки и эффективности всего процесса.
Угловое

Основные типы сварных соединений включают несколько вариантов углового шва:
- односторонний, без разделки;
- односторонний с предварительной разделкой;
- двухсторонний, обычный;
- двухсторонний с разделкой.
Угловой шов позволяет прикрепить два листа между собой под углом в 90º или любым другим. При этом один шов будет внутренним (между двумя пластинами), а второй, наружным (на конце сведенных пластин). Сваривание таким типом широко применяется в изготовлении:
- каркасов беседок;
- козырьков;
- навесов;
- кузовов грузовых машин.
Подобное сварное соединение обозначается «У1», или другими сопутствующими цифрами, в зависимости от нюансов шва. Если две пластины имеют разную толщину, то более толстую рекомендуется располагать внизу, а тонкую ставить «ребром» на нее. Электрод или горелку направляют преимущественно на толстую часть. Это позволит качественно сварить детали, без образования подрезов и прожогов.
Оптимальным способом выполнения углового сварного соединения является положение «в лодочку», где две поверхности, после прихваток, располагаются так, что это напоминает равные сходы корпуса плавающего судна. В таком случае расплавленный метал равномерно ложится на обе стороны, сводя к минимуму появление дефектов.
При прохождении шва с обратной стороны необходимо уменьшать силу тока, чтобы не оплавлять угол. Благодаря этому не появится сильного закругления на наружной стороне подобных сварных соединений.
Внахлест

Две пластины можно сварить между собой не встык, а слегка натянув одну на поверхность другой. Такие сварные швы применяют там, где нужна большая сопротивляемость на разрыв. Класть шов необходимо с каждой стороны соприкасаемых поверхностей. Это не только повышает прочность, но и предотвращает скопление влаги внутри изделия.
На чертежах такой шов будет иметь знак «Н1». Их бывает всего два вида. Создание этого сварного соединения не требует колебательных движений. Электрод направляется на нижнюю поверхность.
Тавровое

Оно аналогично угловому, но приставляемая «ребром» пластина выставляется не с краю нижнего основания, а на некотором расстоянии. Их применяют в монтаже оснований различных металлических конструкций. Если толщина стали превышает 4 мм, то рекомендуется двухсторонний шов. Когда габариты изделия позволяют перевернуть его и установить «в лодочку», то это стоит сделать на ответственных узлах. Остальные швы можно выполнить в обычном положении, применяя рекомендации по угловому соединению.
Виды швов и технология выполнения
Когда мастер уже освоил, как правильно варить сваркой, можно приступать непосредственно к видам и техникам шва. Залог качественного соединения – это правильные настройки на сварочном аппарате (трансформаторе или инверторе), в соответствии с характеристиками металла и температурой его плавления. Мягкие металлы варятся на низких токах, плотные — на высоких. Также необходимо учитывать тип сварочного шва, так как каждый из них имеет свою технику выполнения. Самые распространенные виды швов:
1.По внешнему виду – плоские, усиленные и ослабленные.
2.По технике выполнения – односторонние и двухсторонние (при которых мастер спаивает заготовки с двух сторон).
3.По количеству слоев – одно-, двух-, трехслойные.
4.По протяженности – точечные, двусторонние шахматные, цепные, точечные, непрерывные.
5.По направлению усилия – поперечные, продольные, косые, комбинированные.
6.По пространственному размещению – горизонтальные, вертикальные, потолочные, нижние.
Перейдем теперь к технологии выполнения шва. Рассмотрим основные этапы работы:
1.Подготовительный. При этом шаге нужно выполнить ряд подготовительных работ. Во-первых, приготовить рабочее место, в соответствии с правилами безопасности. Во-вторых, запастись робой и защитной маской, чтобы не получить ожоги глаз. В-третьих, приготовить изделие к работе. Для этого его необходимо зачистить от остатков краски, лака, масла, пыли и прочих загрязнений. Для этого применяется металлическая щетка или наждачная бумага высокой абразивности. Затем на сварочном аппарате требуется выставить все настройки и можно приступать.
2.Создание дуги или поджог горелки (зависит от типа сварки). Особенности электродуговой сварки можно прочесть тут, а газовой тут.
3.На этом этапе создаются сварочные швы (техники ведения электрода рассмотри подробнее).
4.Завершающий этап. Когда уже дорожка готова, необходимо не забыть оббить шлак с валика (при дуговой сварке). Соединения, созданные газовой и плазменной сваркой не шлакуются, то есть, от них нет никакого мусора.
1 Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
1.1 Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.

Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.

Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
к меню ↑
1.2 Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.

Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
к меню ↑
1.3 Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.

Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
Типы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.

Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.

Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.

Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Дополнительные характеризующие признаки
Виды швов делятся по протяженности, что тоже имеет смысл в категории работ:
- Сплошные – короткие, средние и длинные.
- Прерывистые – прихваточные и конструкционные.
Размеры сварки швов определяются необходимостью работы над определенными конструкциями, которые бывают различными в размерах. Короткие размеры шва равны 300 мм, средние и длинные до 1 м и более. Они хороши, когда конструкции прямолинейные и длинные, к примеру, магистрали.
Прихваточные швы могут быть как временные, так и монолитные, где удержание конструкции будет определяющим фактором. Расположение их разное: по одной стороне или на двух в шахматном порядке. С их помощью варятся каркасы, стойки, секции и прочее.
По количеству накладок виды швов могут быть:
- Односторонние.
- Двусторонние.
- Многослойные.
Любое количество накладок определяется необходимостью.

Выполнение горизонтальных швов.
Изделия, подвергающиеся сварке, требуют наличие хотя бы минимальной жесткости и напряжения, иначе их можно было соединить чем-то менее прочным. Если большего не требуется, то обходятся минимальным числом сварочных швов.
Двойные варианты уже подразумевают более прочную конструкцию. В них не допускается негерметичность.
Накладка нескольких швов предполагает сварку ответственных конструкций, где усиление элементов играет важную роль. Таким образом происходит сварка толстостенных металлов, дабы избежать расхождения при напряжениях.
Геометрия шва
 S — толщина заготовки.
S — толщина заготовки.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Внутренний сварочный брак — свищ, непровар шва, поры

Дефекты сварочного соединения внутреннего расположения — это свищи, непровары и поры. Для их выявления может быть недостаточно внешних признаков. Особенно опасно при изготовлении нагруженных конструкций перерождения пор в свищи. Этот вид брака может сочетаться с непроваром, когда специалист имеет дело с деталями большого сечения или отклонением электрода от оси шва. Непровар обычно дает эффект значительного снижения прочности.
Поры и свищи вдоль шва образуются при подадании в зону нагрева частиц шлака и возникновении газовых пузырей. По линии свищей в дальнейшем пойдет трещина. Последствия непровара зависят от глубины дефекта.
Устраняют брак зачисткой, перевариванием. В зоне непровара следует тщательно обработать кромки и контактные поверхности.

Сквозной прожог при сварке
Поры и свищи, прошедшие через всю толщину металла относят к сквозным дефектам. Не менее серьезен по последствиям сварочный прожог металла, возникающий при превышении температуры, передержке дуги, неправильной оценке толщины стали. Причиной прожога может быть значительное окисление металла.
Свойства сварных швов
На качественные показатели сварных соединений накладывает отпечаток множество факторов, к которым относятся свариваемость металлов, их чувствительность к термическим воздействиям, окисляемость и т.д. Поэтому для соответствия сварных соединений тем или иным эксплуатационным условиям следует эти критерии учитывать.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при соответствующей технологической обработке соединения, отвечающие заданным параметрам. На этот показатель оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т.д. Свариваемость может быть физическая и технологическая.
Под физической свариваемостью понимают свойство материала или его составов создавать монолитное соединение с устойчивой химической связью. Физической свариваемостью обладают практически все чистые металлы, их технические сплавы и ряд сочетаний металлов с неметаллами.
К технологической свариваемости материала относят его реакцию на сварочный процесс и способность создать соединение, удовлетворяющее заданные параметры.