Изготовление пружин
Изготовление пружин

В настоящее время в магазинах можно без проблем приобрести практически любые необходимые в домашнем хозяйстве изделия. В то же время внимание и творческие усилия самодеятельных конструкторов всё больше направляются на технически сложные объекты: тракторы, вездеходы, легковые автомобили и даже самолёты. Меняется и подход самодельщиков к реализации задуманных проектов; их не пугает необходимость самостоятельного изготовления сложных и точных деталей, к которым к тому же могут предъявляться жёсткие требования по прочности. Одним из таких типичных элементов, присутствующих практически во всех энергоёмких конструкциях, являются винтовые цилиндрические пружины растяжения или сжатия. В связи с этим многим нашим читателям будет интересно и, надеемся, полезно ознакомиться с методикой, разработанной украинским инженером В.В.Виниченко, которая поможет изготовлению ответственных пружин с необходимым качеством и точностью.
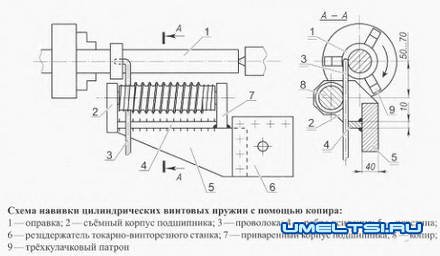
Предлагаемый способ навивки винтовых цилиндрических пружин реализуется на токарно-винторезном станке при помощи специального приспособления, состоящего из оправки и копира. В патроне станка крепится оправка с зацепом в виде отверстия в торце фланца для фиксирования начала пружинной проволоки. В резцедержатель устанавливается державка с копиром. Копир — это вал с нарезанной винтовой канавкой переменного шага, который свободно вращается в двух подшипниках. Канавки в начале и в конце копира обеспечивают навивку поджатых витков пружины, а центральная часть — навивку рабочих витков с необходимыми шагом и диаметром.
Державка копира представляет собой конструкцию, сваренную из 40-мм стальной пластины, усиленную ребром из 10-мм полосы, и двух корпусов подшипников. Правый корпус приварен к пластине, а левый крепится болтами М12 (для обеспечения возможности замены копира>. Конкретные чертежи на державку не представлены, поскольку они диктуются типом токарно-винторез-ного станка и размерами навиваемой пружины. Изготовление пружины производится в следующей последовательности. Сначала заготовка — мерный отрезок проволоки отогнутым под 90° концом длиной 4 — 5 d пропускается снизу под копиром и устанавливается в отверстие-зацеп оправки. Затем копир поворачивается вручную до совпадения начала канавки с положением проволоки. Её натяг и постоянный контакт с винтовой канавкой копира обеспечиваются значительным сопротивлением изгибу пружинной стали заготовки. Процесс формирования пружины начинается включением шпинделя станка на минимальных оборотах. Проволока навивается на оправку, а шаг задаётся винтовой канавкой вращающегося в подшипниках копира.
Ниже приводится методика расчёта параметров оправки и копира, обеспечивающих необходимые размеры пружины.
Принятые обозначения при проведении расчётов
Исходные данные <�размеры пружины):
п — число рабочих витков;
п. — полное число витков;
t — шаг рабочей части;
Do — внутренний диаметр;
Dcp — средний диаметр.
Параметры копира:
I — длина рабочей части;
DKon — внутренний диаметр канавки;
DHJ1 — диаметр нейтральной линии витков, навиваемых на оправку;
к — ОипЮкоп — поправочный коэффициент;
Т — шаг винтовой линии рабочей части;
Т — шаг винтовой линии заходной и выходной частей.
Оправка:
d —диаметр.
Промежуточные расчётные величины;
L — длина одного витка пружины без учёта шага;
D — средний диаметр витков пружины, навитых на оправку;
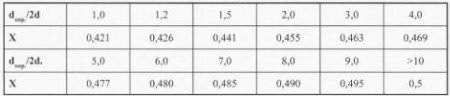
X — табличный коэффициент для определения нейтральной линии при изгибе;
B — коэффициент, учитывающий пружинные свойства проволоки;
попр —число рабочих витков пружины, навиваемых на оправку с учётом упругости проволоки;
L1 —длина проволоки, проходящей по рабочей части копира;
L2 — длина проволоки рабочих витков пружины, навитых на оправку;
L3 — длина проволоки, навитой на оправку с учётом поджатых витков;
Lч — длина проволоки пружины согласно чертежу.
Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.
Ниже приведена методика на примере расчёта размеров копира и оправки для навивки пружины из стали 60С2А-В-1-ХН ГОСТ 14963-78 с параметрами: п = 9; nt = 11; t = 14 мм; Do = 42 ± 0,9 мм; d= 8 мм; Dср=50 мм.
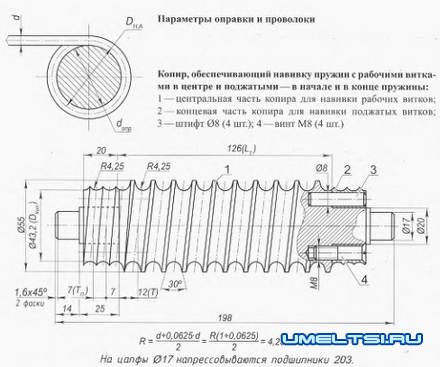
При заданных размерах пружины по вышеописанной методике экспериментально установлено увеличение дуги окружности одного витка на 30° после снятия с оправки диаметром 42 мм, что соответствует увеличению длины витка в 1,083 раза (В = 30° 360° = 0,083). Исходя из этого,
Dcp.onp. = (L — ВL/ тт = L (1 — В)/тт = 157×0,917/3,14 = 46 мм,
где L = тт Dcp = 3,14×50 = 157 мм;
d опр. = Dcp.onp.— d = 46 — 8 =38 мм
nопр = 1,083п + 0,25 = 1,083 + 0,25=
10
где 0,25 — добавочная часть витка с учётом допуска числа рабочих витков.
Диаметр нейтральной линии витка на оправке (рис. 2) вычисляется по формуле:
D нл. = d опр + 2d X.
X — определяется по таблице [1] в зависимости от соотношения donp/2d (в нашем случае 38/ (2×8) = 2,375)
Методом интерполяции и вычисляем X = 0,458 и округляем до 0,46.
Тогда Dнл.45,36 мм.
DKOn в первом приближении принимается равным Do = 42 мм.
Тогда коэффициент к = Dил /Dкоn -45,36/42 = 1,08.
Длина рабочей части копира: = t-n = 14×9 = 126 мм.
Расчётный шаг рабочей части копира:
Т = |/(попр к) = 126/(10×1,08) = 11,67 мм.
Полученный расчётный шаг рабочей части копира округляется до ближайшего шага подачи токарно-винторезного станка (Т = 12 мм), чтобы обеспечить возможность нарезки винтовой канавки. Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира:
k = l/(Tnonp) = 126/(12×10) = 1,05.
Тогда DКОП. = Dн л/н = 45,36/1,05 =43,2 мм.
Число витков заходной и выходной частей копира выбрано равным 1,5. Шаг канавки этих частей определяется по экспериментально установленной формуле:
Tn = 0,875d = 0,875×8 = 7 мм, и принимается равным ближайшему шагу подачи на станке (7 мм).
Заходная и выходная части привариваются к оси копира или крепятся двумя штифтами диаметром 8 мм и двумя винтами М8. Сопряжение канавок заходной и выходной частей копира с канавкой рабочей части обрабатывается вручную соответствующим напильником, обеспечивая плавность перехода. Материал копира — сталь 45, термообработка — закалка до твёрдости HRC38. 42.
Для проверки расчётов определяется длина проволоки:
L1= DKon тт 1/Т = 43,2×3,14×126/12 = 1425 мм и сравнивается с длиной проволоки:
L2 = D нл. тт п опр. = 45,36×3,14×10 =1425 мм.
Также сравнивается длина проволоки:
L3 = D нл. тт (п опр. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 мм
с длиной проволоки:
Lч = (Do +2d X) тт n = (42 + 2x8x0,46) хЗ,14х11 = 1705 мм.
При правильном расчёте погрешность Лямда не должна превышать 2,5%. В нашем случае:
Лямда= (L3 — Lч ) 100%/L4 = (1733 — 1705)100/1705 = 1,6%.
Чертежи навивки пружині при помощи копира
Изготовление пружин видео
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Производство пружин способом горячей навивки
Метод горячей навивки при изготовлении винтовых пружин не столь популярен, и причиной этому является высокая стоимость оборудования, которое могут себе позволить далеко не все российские предприятия.
Главное отличие от технологии холодной навивки заключается в том, что проволока нагревается и подается на навивочный стан в горячем состоянии. Основные этапы процесса горячей навивки следующие:
- отрезка и нагрев заготовки;
- обработка концов заготовки – оттяжка или вальцовка;
- повторный нагрев;
- навивка пружины и обрезка концов;
- разводка и правка пружины;
- закалка и отпуск изделия;
- шлифовка торцов;
- нанесение покрытия в зависимости от условий эксплуатации пружины.
Данный метод включает больше этапов и требует особого оборудования, поэтому он более трудоемок и дорог. Дороговизна – самый значительный недостаток горячей навивки, однако он компенсируется существенными преимуществами:
- можно использовать проволоку диаметром от 10мм и выше;
- технические характеристики пружин лучше, чем при методе холодной навивки.
Производство пружин путем горячей навивки открывает широкие возможности перед инженерами, позволяя проектировать механизмы с крупными пружинами, не ограничиваясь диаметром проволоки в 16мм.
Пружина – упругий элемент, входящий в состав многих механизмов и конструкций. В процессе использования на пружину воздействуют растяжением, сжатием, кручением, изгибом.
Она растягивается или сжимается, скручивается, накапливая при этом энергию. После завершения воздействия — возвращается в исходное состояние.
Изготовление пружин происходит в несколько этапов.
1.Первым по счету и очень важным в процессе навивки пружин является этап планирования, проектирования и расчета пружины.
На этом этапе определяют габариты изделия, диаметр навивки, толщину прута или проволоки, шаг витка, количество витков и основные эксплуатационные характеристики, подбирают материал.
2.Навивка пружин осуществляется на современном высокоточном пружинно-навивочном оборудовании с числовым программным управлением.
Навивка пружин производится в горячем или холодном состоянии. При толщине прута до 10 мм. навивка осуществляется исключительно в холодном состоянии.
Холодная навивка возможна только для металлических прутов и проволоки диаметром до 16 мм, проволока и пруты большего диаметра должна быть подвергнуты нагреву, чтобы избежать риска появления внутренних и внешних дефектов, таких как трещины и т. п.
Холодная навивка пружины начинается с подготовки торцевого края проволоки, его поверхность стачивают или сплющивают для закрепления в направляющем валу. Когда торец прута надежно закреплен, второй вал начинает вращательное движение и накручивает на себя прут. Скорость движения вала определяет шаг витка будущей пружины.
Навив необходимое число оборотов, проволоку обрезают. Далее следует механическая обработка торцов изделия, придание им нужной формы.
Горячая навивка пружины отличается тем, что проволоку нагревают до мягкого состояния.
Навивка раскаленной проволоки или прута производится на всю их длину, а обрезается в размер уже после снятия с вала.
3.Завершает процесс создания изделия — термообработка. Отпуск производится при температуре от 200 до 500 градусов по Цельсию в течение нескольких часов.
С помощью отпуска удаётся избавиться от внутреннего напряжения, полученного в процессе навивки.
4.Далее, следует механическая очистка, шлифовка и нанесение внешнего покрытия для транспортировки или защиты детали в процессе эксплуатации.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Оформление заказа и получение товара
Расположено производство пружин в Москве. Можно забрать продукцию самовывозом или оформить доставку по нужному адресу своим транспортом. В любой регион страны мы поставим детали через перевозчиков. Изготовление пружин под заказ на заводе «Пять витков» — неизменно высокая скорость работы и качество продукции!
Наша компания также предоставляет услуги по металлообработке: токарные работы с чпу на заказ, фрезерные работы, изготовление деталей на заказ. На нашем заводе вы также можете заказать сверление отверстий в металле или любые работы по термообработке металла.
Производство
Согласно установленным правилам ГОСТ, проволока создается протяжкой или волочением начальных заготовок через отверстия, расположенные в порядке уменьшения диаметра сечения. Для увеличения прочности на разрыв в конце проводится термическая закалка. При волочении на последнем выходном отверстии станка устанавливается специальная форма для калибровки — фильера. Ее устанавливают в том случае, когда материал должен быть изготовлен уже откалиброванным и не иметь на поверхности дефектов.

Главными свойствами сырья для изготовления проволоки является упругость и текучесть материала. Повышения упругости достигают закалкой сплава в масле, температура которого может быть 820-870 C.
Далее идет отпуск проволоки при температуре 400-480 C. Твердость полотна равна 35-45 единиц (от 1300 до 1600 килограммов на 1 квадратный миллиметр плоскости). Для повышения такого технического свойства, как подавление нагрузок, используется углеродистая или высоколегированная сталь. Обычно производители делают ее из марок сплавов – 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г.


Стандартное создание пружины своими руками
Чтобы начать процесс собственноручно, в дополнение к уже перечисленным параметрам, следует уточнить марку стали, которая будет взята для работы.

Изготовление можно выполнить на оправке посредством шуруповерта. Дополнительно потребуются такие инструменты:
- источник нагрева;
- источник холода;
- кусачки;
- молоток;
- тиски;
- дополнительные детали.

Изготовление пружины посредством шуруповерта можно изучить на видео.


На фотографиях вы видите сжимающую и набор различных пружин, которые я сделал в домашних условиях.
Я надеюсь, изготовление окажется для вас простым занятием и поможет вам сделать множество интересных проектов. Если вы используете их постоянно, то это также сэкономит вам деньги.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.