Станок круглошлифовальный 3М151 – врезное, глубинное и продольное шлифование
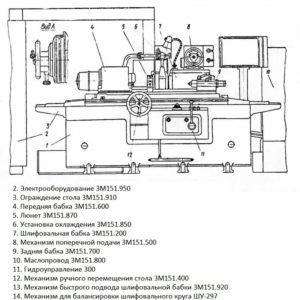
Агрегат предназначен для использования в условиях серийного, единичного и крупносерийного производства. Он позволяет осуществлять:
- врезное и продольное шлифование металла (изделий из него) в полуавтоматическом режиме до упора, а также с контролирующим устройством диаметрального параметра детали;
- врезное и продольное шлифование при ручном режиме;
- наружное шлифование конических и цилиндрических поверхностей заготовок.
На станке могут обрабатываться изделия с:
- максимальным сечением шлифования 200 мм;
- максимальной длиной 700 мм;
- массой до 55 кг.

Другие важные технические параметры установки:
- дистанция от оси детали до подошвы агрегата – 1060 мм;
- дистанция от зеркала до оси шпинделя – 125 мм;
- сечение опорной (передней) шлейки шпинделя – 90 мм;
- конусность стола – 10 мм/м;
- угол поворота (максимально допустимый) стола – 10° (по часовой стрелке), 3° (против часовой стрелки);
- деление шкалы поворота рабочей поверхности – 0°40′;
- скорость движения стола от гидравлического механизма – 0,05–5 м/мин;
- ручное перемещение стола: 3,1 мм (замедленное), 20,4 мм (ускоренное);
- длина передвижения рабочей поверхности – 705 мм;
- шлифовальная бабка: скорость резки круга – 50 м/с, допустимая его высота – 100 мм; толчковая подача – 0,001±0,0005; вращение шпинделя (частота) – 1590 об/мин; подача (периодическая) бабки – 0,025 мм (минимум), 0,05 мм (максимум); передвижение по винту – 185 мм (наибольшее значение).

На станке смонтировано восемь двигателей, от коих работает:
- шпиндель – скорость электродвигателя – 1500 об/мин, мощность – 10 кВт;
- насос смазочной системы направляющих стола – 1500 об/мин, 0,08 кВт;
- привод изделия – 2200 об/мин, 0,85 кВт;
- фильтр-транспортер – 1500 об/мин, 0,08 кВт;
- насос гидравлической системы – 1000 об/мин, 1,5 кВт;
- магнитный сепаратор – 1500 об/мин, 0,12 кВт;
- система смазки – 1500 об/мин, 0,27 кВт;
- вентилятор гидроустановки – 3000 об/мин, 0,12 кВт.
Общий вес установки с охлаждающей системой и комплексом электрического оборудования составляет 5600 кг при размерах 2170х2450х4605 мм (высота, ширина, длина).
Круглошлифовальный станок 3м151

Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161 можно выполнять следующие виды обработки:
1) продольное и врезное шлифование при ручном управлении;
2) продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
3) врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Гидрокинематическая схема

Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
1. Вращение шпинделя шлифовальной бабки.
2. Вращение изделия.
3. Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной Подачи — непрерывную врезную подачу и периодическую подачу, Осуществляющуюся при реверсе стола;
 станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
4. Ручное и гидравлическое перемещение стола.
5. Быстрый гидравлический подвод и отвод шлифовальной бабки.
6. Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
В настоящем разделе описаны конструктивные особенности и принцип действия отдельных узлов станков.
Устройство и работа гидросистемы описаны в разделе «Гидропривод станков».
Станина и столы

На продольных направляющих передней части станины (рис. 10) установлен (нижний стол 2, который несет на себе поворотный верхний стол 4. При шлифовании конусов верхний стол может быть повернут на требуемый угол с помощью винта.
Верхний стол закрепляется в нужном положении прижимами 3 и 13. Правый прижим снабжен шкалой и индикаторным устройством 12 для отсчета угла поворота верхнего стола и конусности изделия.
Ручное перемещение нижнего стола по направляющим станины производится вращением маховика специального механизма, шестерня которого зацепляется с рейкой 16, закрепленной на нижнем столе.
Для гидравлического перемещения стола предусмотрен цилиндр 8, башмаки 7 и 9которого закреплены на станине станка. Штоки 5 и 11 поршня этого цилиндра связаны с нижним столомприливами 1 и 14. Подтяжка уплотнений штоков производится винтами фланцев 6 и 10.
В Т-образном пазу нижнего стола закреплены упоры 17, положение которых определяет длину хода стола при автоматическом реверсе.
На задней части станины смонтирована подкладная плита 15 с поперечными направляющими для шлифовальной бабки и механизмом врезания (станки моделей ЗА151 и ЗА161) или механизмом быстрого подвода шлифовальной бабки (станки моделей ЗБ151 и ЗБ161). На направляющих подкладной плиты установлены роликовые шины.
Шлифовальная бабка

Вращение шпинделя шлифовальной бабки осуществляется отдельным электродвигателем через клиноременную передачу (рис. ll)- Сменой шкивов на шпинделе шлифовальной бабки достигается две скорости вращения шлифовального круга. Большая скорость применяется при шлифовании кругом, диаметр которого значительно уменьшился .вследствие износа.
Корпус шлифовальной бабки установлен на роликовых направляющих подкладной плиты 15.
Шпиндель 1 (рис. 11) шлифовальной бабки установлен в двух многовкладышных гидродинамических подшипниках скольжения. Подшипники имеют по три одинаковых сегментных вкладыша охватывающих шейки шпинделя. Вкладыши опираются на винты 19 шаровые концы которых входят о притертые сферические лунки, выполненные в наружной поверхности вкладышей (каждый вкладыш поддерживается одним винтом). Такая конструкция позволяет вкладышам самоустанавливаться во время вращения шпинделя для образования масляных клиньев и обеспечивает жидкостное трение.
Шпиндель фиксируется в осевом .направлении устройством, состоящим из обоймы 7 с бронзовыми кольцами и прижимаемыми с двух сторон к торцам бурта шпинделя корончатой гайкой 11 и хомута 6 шарнирно связанного с обоймой 7, на котором жестко закреплены рычаги 14 и 5. Шаровая головка верхнего рычага 14 входит в гнездо подпружиненного ползуна 16, а цилиндрический хвостовик нижнего рычага 5 установлен ав шарнирном подшипнике, смонтированном в гнезде корпуса шлифовальной бабки. Корончатая гайка 11 предохранена от самоотвинчивания фиксатором 12.
Для повышения чистоты поверхностей обрабатываемых изделий при врезном шлифовании шпинделю шлифовальной бабки может быть сообщено осевое колебательное движение. Оно осуществляется при помощи червяка 2, .насаженного на шпиндель 1, и косозубой шестерни 15, находящейся в зацеплении с червяком. В течение одной воловины оборота косозубой шестерни 15, шарнирный хомут 6 вместе со шпинделем перемещается влево через эксцентрик 18, вилку 10 и рычаг 14, преодолевая усилие пружины. В течение второй половины оборота косозубой шестерни шпиндель под действием пружины перемещается вправо.
Шпиндель совершает 40 двойных ходов в минуту. Длина хода шпинделя регулируется в пределах от 0 до 3,4 Включение и выключение осевого колебательного движения шпинделя осуществляется рукояткой 17. Станки моделей 3Б151 и 3Б161 выпускаются без механизма осевого колебательного движения шпинделя.
Механизм ручного перемещения стола

Ручное перемещение стола осуществляется вращением маха вика 1 (рис. 12) шестеренного механизма, связанного с рейкой стола.
Переключением шестеренных передач механизма достигаются две скорости перемещения стола.
Для получения большей скорости необходимо маховик передвинуть в осевом направлении от себя, введя в зацепление шестерни 2 и 8. Чтобы получить меньшую скорость, необходимо передвину 1 маховик на себя, введя в зацепление шестерни 3 и 4.
Механизм ручного перемещения стола сблокирован с гидросистемой станка. При включении гидравлического перемещена стола масло под давлением поступает через отверстие 9 к торцу плунжера 10 и, перемещая его вправо, выводит шестерню 5 из зацепления со втулкой 6, заклиненной шпонкой на валике реечной шестерни (на торцах втулки и шестерни выполнены зацепляющиеся между собой выступы). Вследствие этого вращение реечной шестерни 7 .при гидравлическом перемещении стола не передается маховику.
При выключении гидравлического перемещения стола торцовые выступы шестерни 5 и втулки 6 снова вводятся в зацепление пружиной 11, после чего возможно перемещение стола вращением маховика 1.
Передняя бабка

Шпиндель 4 передней бабки (рис. 14) неподвижный. В коническом отверстии шпинделя установлен нормальный центр с конусом Морзе № 4. Изделие получает вращательное движение от поводка 2, закрепленного на планшайбе 3
Планшайба приводится вo вращение электродвигателем 1 через две клиноременные передачи.
Скорость вращения изделия бесступенчато регулируется в пределах от 63 до 400 об/мин. Число оборотов изделия устанавливается по .шкале регулятора скорости, расположенного в корпусе передней бабки.
Задняя бабка

Задняя бабка (рис. 15) имеет ручной и гидравлический отвод пиноли. В коническом отверстии пиноли 2 установлен, нормальный центр 1 с конусом Морзе № 4. Изделие зажимается в центрах под действием пружины 3. Отвод пиноли производится рукояткой 5. Рукоятка 4 служит для зажима пиноли при шлифовании.
Управление гидравлическим отводом пиноли осуществляется педалью, расположенной впереди станка. Отвод пиноли производится плунжером 6, к которому через гибкий шланг подведено масло из гидросистемы станка. Действие системы гидравлического отвода пиноли задней бабки описано в разделе «Гидропривод станков».
Люнет

В люнете (рис. 16) может быть установлено изделие диаметром от 8 до 60 мм.
Установка губок 1 и 2люнета на диаметр шлифуемого изделия производится винтами 3 и 4. Регулировка положения верхней и, нижней губок независимая.
Электрическая схема

Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1C. Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия Я может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ ( 1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты —47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель ДЯ соответственно нажимается и освобождается.
Остановка электродвигателя изделия И происходит в режиме динамического торможения.
Включение и отключение электрод вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
вигателя насоса охлаждения Н при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш. Это достигается с помощью переключателя который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Выбор режимов резания при шлифовании
Режимы резания при шлифовании подбирают так, чтобы обеспечить высокую производительность и заданную шероховатость обрабатываемой поверхности при наименьшей себестоимости. Скорость круга выбирают максимально допустимой, так как при этом увеличивается производительность и уменьшается шероховатость шлифуемой поверхности. Прочность кругов прямого профиля выше, чем прочность кругов фасонного профиля (поэтому допустимую частоту вращения последних принимают меньшей). При ручной подаче Vk принимают меньше, чем при механической подаче, поскольку последняя более равномерна. С увеличением скорости V3 уменьшаются время контакта круга с обрабатываемой поверхностью и температура нагрева заготовки. Однако появляется опасность возникновения вибраций. Нижний предел V3 должен ограничивать появление прижогов, а верхний — исключать вибрации. Глубина t шлифования должна быть не более 0,05 поперечного размера зерна. При большей t поры круга быстро заполняются стружкой и круг засаливается. При обдирочном шлифовании t больше, чем при чистовом. При шлифовании нежестких заготовок, а также заготовок из твердых металлов t также уменьшают. Продольную подачу Sпр принимают для обдирочного шлифования 0,4-0,85, а для чистового 0,2-0,4 высоты круга за один оборот заготовки. При увеличении продольной подачи растет производительность, но увеличивается шероховатость поверхности. Значения Vk , V3 , t, Sпр для определенных видов шлифования и материалов обрабатываемых заготовок выбирают по нормативам, приводимым в справочниках.
Круглошлифовальный станок 3м151
Этот агрегат работает в нашей стране уже очень долго. Он помогает на высшем уровне обрабатывать цилиндрические, прерывистые цилиндрические части, а также поверхность разных конусов.
Благодаря своей уникальности, агрегат 3м151 помогает работать с самыми сложными заготовками. Способ шлифовки, который применяется в таком станке, называют продольным или врезным. Приборы, которые устанавливают на этом станке, дают возможность полностью контролировать как размер заготовки, так и процесс самой обработки.
Дополнительно нужно учитывать следующие тонкости, которыми обладает круглошлифовальный агрегат:
- Наличие поворотного столика. Благодаря этому столу можно делать смещение изделия относительно абразивного диска в горизонтальной и вертикальной части;
- Прибор механизма подач. Это может быть автоматический комплекс или его специальный аналог. В последнем случае агрегаты такого типа используют для черновой шлифовки.
- Возможность фиксации изделий в центрах, патроне. Этот фактор относится лишь к оборудованию центрового типа.
 Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Такие круглошлифовальные агрегаты приносят огромную пользу и сейчас очень сложно без них обойтись, они требуются практически везде.
Использование системы числового программного управления — ЧПУ
На базе рассматриваемой модели проходит создание станка 3м151Ф2, который имеет программное управление. Бабки в данном случае передвигается под управлением заданной программы. Наличие программного управления не принесло значительных изменений в конструкцию. Она состоит из таких элементов:
- переднюю, тыльную, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, применяющееся для управления элементами конструкции во время работы в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое в ответе за ввод программы и ее корректировки. Также отличие состоит в типе механизмов поперечной и продольной подачи.
Напоследок напомним, что 3м151 встречается нечасто в продаже из-за возникновения современных вариантов выполнения. Старые технологии производства, которые применялись для создания оборудования, формируют малую надежность. При этом возможность ремонта конструкции велика, но отыскать нужные детали очень и очень трудно.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Виды круглошлифовальных станков
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Для шлифовки по всей поверхности заготовки круглошлифовальный станок должен иметь механизм смещения абразивного круга. В таком случае учитываются продольные подачи абразива и поперечные детали.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.


Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.


ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.


ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.


3А130 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Назначение и область применения
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках 3А130, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- врезное шлифование до упора при полуавтоматическом цикле работы.
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3А130 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.

Для нормальной длительной работы бытовой оверлок ВОМЗ 151 — 4Д необходимо регулярно смазывать жидким маслом для швейных машин или индустриальным маслом И-20А ГОСТ 20799. См. также Как правильно смазать оверлок.
Рычаги петлителей обильно не смазывайте, 2-3 капли масла достаточно.
Для полной смазки необходимо опрокинуть машину на заднюю сторону, откинуть боковую крышку и выдвинуть поддон, произвести смазку внутренних шарниров оверлока.
Современный четырехниточный оверлок.

Какой купить коверлок
Если вам нужна универсальная швейная машина, способная не только стачивать, но и обметывать ткани, то прочитайте эту статью. В ней пойдет речь как раз о такой машинке, называющейся коверлок. Коверлок способен не только обметывать, как оверлок, но выполнять ряд других операций.

Оверлок Janome ArtStyle 4057
Оверлок Janome ArtStyle 4057 выполняет 3-х и 4-х ниточный обметочный стежок. Используется для обметывания любых тканей, в том числе и трикотажных тканей.

Швейная машина в кредит
Б оверлок стоит недорого, за 2-3 тысячи рублей такой оверлок вполне можно купить. Но новенький оверлок иногда стоит более 30 тысяч рублей. Если вам крайне необходима такая швейная техника, а финансы не позволяют ее купить, возможно есть смысл купить ее в кредит. Во всяком случае, швейная машина, оверлок может и помочь вернуть кредит, если вы зарабатываете на пошиве одежы.

Какой купить оверлок
Бытовой оверлок ВОМЗ 151-4Д часто можно увидеть в объявлениях о продаже оверлоков. Если вы собираетесь купить б/у оверлок, тщательно проверяйте работу этого оверлока. Особое внимание уделите обметыванию трикотажных и легких подкладочных тканей. Хорошо настроенный оверлок ВОМЗ 151-4Д не должен делать пропуски, строчка должна быть равномерной и красивой. Во время работы оверлок не должен издавать сильный стук.

Устройство и инструкция оверлока Прима
Бытовой оверлок Прима в зависимости от модели выполняет трех или четырехниточный шов. Устройство, инструкция оверлока Прима, уход и ремонт.

Оверлок 51 класса
Промышленный оверлок 51 класса — это простой и надежный оверлок. В этой статье приводится схема заправки ниток в иголку и петлители. Даны рекомендации, как выполнить несложный ремонт и настройку оверлока, параметры регулировки петлителей и общие рекомендации по использования, уходу и смазке любого оверлока.

Профилактический ремонт, настройка оверлоков своими руками
Несмотря на то, что имеется схема регулировки петлителей для оверлока ВОМЗ 151-4Д, настроить самостоятельно оверлок, не имея опыта, практически невозможно. Во многих случаях эти параметры используются мастером только лишь как приблизительные, ориентировочные установки.

Как выбрать и заменить ремень оверлока
Ремни электропривода оверлока бывают не только разных диаметров, но и имеют другие особенности. О том, как выбрать и заменить ремень оверлока.
All rights reserved © / 2011 / Sewing-Master.ru / How to repair sewing machine at home by yourself / MY-Project
У вас есть швейная машинка, и вы любите шить? Тогда этот сайт для вас. Профессиональные мастера подскажут вам как выполнить мелкий ремонт швейной, вязальной машинки. Опытные технологи поделятся секретами пошива одежды. Обзорные статьи подскажут, какую купить швейную или вязальную машину, утюг манекен и много других полезных советов вы найдете на нашем сайте.
Спасибо, что вы полностью просмотрели страницу.
Копирование и перепечатка статей сайта «Швейный мастер» без согласия автора запрещена.
Авторские права защищаются законом.