Фрезы граверы
Фрезы граверы
Все товары категории Фрезы граверы


Диаметр резца 0,2; угол 2A° 30; диаметр хвостовика 3,175; общая длина 38
816 руб 884 руб

Диаметр резца 0,6; угол 2A° 15; диаметр хвостовика 3,175; общая длина 38
708 руб 767 руб

Диаметр резца 0,2; угол 2A° 45; диаметр хвостовика 4; общая длина 40
984 руб 1 066 руб

Диаметр резца 0,2; угол 2A° 10; диаметр хвостовика 3,175; общая длина 38
408 руб 442 руб

Диаметр резца 0,5; угол 2A° 60; диаметр хвостовика 6; общая длина 40
1 080 руб 1 170 руб

Диаметр резца 0,8; угол 2A° 20; диаметр хвостовика 3,175; общая длина 38
576 руб 624 руб

Диаметр резца 0,5; угол 2A° 30; диаметр хвостовика 4; общая длина 40
816 руб 884 руб

Диаметр резца 0,1; угол 2A° 20; диаметр хвостовика 3,175; общая длина 38
348 руб 377 руб

Диаметр резца 0,1; угол 2A° 25; диаметр хвостовика 3,175; общая длина 38
348 руб 377 руб

Диаметр резца 0,1; угол 2A° 40; диаметр хвостовика 3,175; общая длина 38
348 руб 400 руб

Диаметр резца 0,1; угол 2A° 60; диаметр хвостовика 3,175; общая длина 38
348 руб 400 руб

Диаметр резца 0,1; угол 2A° 30; диаметр хвостовика 4; общая длина 40
598 руб 624 руб

Диаметр резца 0,1; угол 2A° 60; диаметр хвостовика 4; общая длина 40
598 руб 650 руб

Диаметр резца 0,1; угол 2A° 30; диаметр хвостовика 6; общая длина 45
1 056 руб 1 144 руб

Диаметр резца 0,1; угол 2A° 45; диаметр хвостовика 6; общая длина 45
1 056 руб 1 144 руб
На сайте Станкофф.RU вы можете купить граверы для станков с ЧПУ ведущих производителей. В наличии и под заказ более 186 моделей фрез граверов по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Виды насадок для гравера
Насадки для гравера выбираются в зависимости от того, дерево или металл предполагается обрабатывать с их помощью. Например, для работ по дереву потребуются:
- Полировальные насадки – из наждачной бумаги или войлока.
- Насадки шарообразной формы, предназначенные для шпунтования.
- Насадки гладкой формы, для окончательной шлифовки поверхности древесины.
- Отрезные диски (могут применяться и для резки пластика).
- Свёрла по дереву (обычно небольших диаметров, до 3,2 мм).
- Фрезы (необходимы для выполнения работ на профессиональном уровне).

Насадки для гравера, предназначенные для работ по металлу, включают в себя те же разновидности, что и вышеописанные. Принципиальная разница заключается только в материале рабочих поверхностей. Например, для шлифования металла необходимы насадки из более абразивно-стойких материалов – корунда или твёрдой резины. То же касается и отрезных дисков, только в этом случае в качестве материала применяется инструментальная сталь повышенной прочности (иногда даже – с алмазным напылением рабочей поверхности). Однако имеются и специфические типы:
- Алмазные шарошки, при помощи которых выполняется доводка отверстий и полостей сложной конфигурации.
- Насадки для грубой шлифовки. Они снабжаются зазубринами, и могут, кроме металлов, обрабатывать ещё и ДСП.
- Конусообразные насадки, предназначенные для получения пазов. Обычно предлагаются в комплекте, с разными размерами ширины своей рабочей части.
- Насадки в виде щётки, которые используются для снятия окалины с поверхности стальных изделий.
- Твердосплавные насадки, при помощи которых можно получать достаточно глубокие полости в закалённых стальных заготовках.

Ценность насадок определяется их универсальностью (многие производители предлагают подобную продукцию в наборах), а также фирмой–производителем. Тут необходимо отметить, что, как правило, компания, выпускающая граверы, комплектует их насадками, которые подходят под свою продукцию, и совсем необязательно – что под изделия конкурентов.
Назначение и возможности
Прежде всего, стоит подчеркнуть, что, ввиду своей малой мощности, микродрель неспособна к производству каких-то масштабных операций по металлу или по дереву. Поэтому габариты инструмента, независимо от того, где он выпущен, не будут отличаться большими размерами.
Определяющим моментом является диаметр посадочной части. Например, от диаметра кулачкового патрона зависит и диаметр свёрла (как насадки для гравера), которое можно применить. При этом важен профиль зажимной части. Часто производители реализуют принцип точечного зажима, при котором упрощается изготовление и доводка самого патрона микродрели, но ухудшается работа насадки, особенно, если процесс обработки занимает продолжительное время. В таком случае появляется биение сверла, а поскольку число оборотов гравера велико, то и поломка насадки последует весьма быстро.

Вторым обстоятельством является функциональность размеров насадок. Например, для шлифовальных работ в продаже имеются разнообразные насадки диаметром до 7,8 мм (для работ по дереву) и до 3,2 мм – для операций по металлу. Диаметр отрезных кругов может достигать 19…20 мм, но это соответствует работам с мягкими материалами (пластик, алюминий, древесина), а при работах со сталью падение числа оборотов двигателя микродрели приведёт к его выходу из строя.
Важно обращать внимание и на материал инструмента. В частности, насадки для гравера, которые изготовлены из твёрдых сплавов на основе карбида вольфрама (ВК8, ВК15 и их зарубежные аналоги) способны к работам по термообработанному металлу. Ими можно вести также обработку стекла, камня, минералокерамики.
Финишная доводка – основная область, где эффективно используются насадки для гравера с напылением техническими алмазами. Поскольку их стоимость весьма высока, то в продажу они поступают небольшими наборами (до 10…20 типоразмеров). Алмазные шарошки следует применять только по их непосредственному назначению, иначе напылённый слой весьма быстро повредится, что немедленно приведёт к интенсивному износу.

Наиболее разнообразен класс абразивных и гравировальных насадок. Их выбор обычно выполняют по цвету посадочной части. Если она имеет красный цвет, то насадка предназначена для работ с металлами, а в качестве материала использована высокостойкая двуокись алюминия. Насадки для гравера зелёного цвета эффективны при гравировочных работах с хрупкими материалами – стеклом, камнем, мрамором и т. д. Наборы для таких работ включают в себя до 10 типоразмеров насадок.
Ступенчатое сверло по металлу 6-40,5 мм Специальная универсальная оснастка от торговой марки GRAFF, изготовленная из высокопрочной стали Р6М5. Она представляет […]
Показ всех 3 элементов
Полезная информация:
Для обработки металлических заготовок, толщина которых достигает 4 мм, требуются специальные инструменты, облегчающие создание точных отверстий. Способность заменять целые наборы, делает их универсальными. К основным особенностям данного инструмента относится скорость сверления, без потери качества, даже при работе с особо тонким материалом. Острый наконечник, который характерен для конусных сверл, позволяет обрабатывать не только металлические детали, он отлично справляется с гипсокартоном, пластиком, древесиной и остальными материалами.
Преимущества ступенчатых сверл
Изделия отличаются следующими положительными характеристиками:
- В отличие от перовых либо спиральных аналогов, инструмент обеспечивает идеальную кромку.
- Одного сверла достаточно для создания нескольких отверстий, имеющих различный диаметр.
- Идеальная центровка отверстий.
- Позволяет обрабатывать достаточно тонкий листовой материал.
- Отлично справляется с различными видами металлов.
- Благодаря отсутствию необходимости менять сверла, ускоряется процесс работы и повышается производительность.
Использование ступенчатых сверл позволяет выправить дефект, оставленный другими инструментами. Кроме того, возможно расширение отверстий до четко фиксированных параметров. Высокая стоимость инструмента оправдана его функциональностью, исключающей необходимость приобретения разнообразных сверл.
При помощи конусного сверла можно снимать фаску непосредственно при сверлении. Это значительно экономит время при выполнении больших объемов работы.
Правильный выбор конусного сверла
Следует понимать, что качественный инструмент дешевым быть не может. Кроме того, о прочности буравчика свидетельствует цвет металла, из которого его изготовили. С учетом цвета, различается несколько категорий качества ступенчатых изделий:
- Серый цвет свидетельствует о том, что использовалась сталь, не подвергавшаяся дополнительной обработке. Эти изделия не отличаются особой прочностью.
- Черный цвет говорит о закалке материала перегретым паром. Это немного повышает качество, одновременно со стоимостью.
- Темно-золотистые сверла получаются после проведения высокотемпературного отпуска, снимающего чрезмерное напряжение. Это значительно повышает эксплуатационные характеристики продукции.
- Ярко золотистые инструменты обладают износостойкой поверхностью, содержащей нитрид титана. Это наиболее прочный вид материала, однако, его стоимость значительно выше остальных аналогов.
Изготовление конусных сверл предусматривает использование различных видов стали, отличающихся маркировкой. Наличие аббревиатуры HSS означает, что при выполнении высокоскоростной работы, не происходит деформация изделия с потерей эксплуатационных характеристик. Но, при этом следует учитывать, что рынок переполнен многочисленными китайскими подделками, качество которых оставляет желать лучшего. Поэтому, ориентироваться необходимо по цене.
Выбирая ступенчатые сверла, следует учитывать определяющие параметры:
- Торговую марку – продукция именитых марок отличается приличной стоимостью, и соответствующим качеством.
- Диаметр – подбирают с учетом требуемых характеристик, учитывая, что инструмент способен создавать отверстия 4-32 мм диаметром.
- Соответствие материала и самого инструмента требованиям ГОСТ.
- Предусмотрена ли многократность заточки.
Подобные изделия существуют двух видов:
- Имеющие возможность заточки.
- Не предусматривающие проведение данной операции.
Высокая стоимость второго вида обусловлена долговечностью эксплуатации. При соблюдении необходимых правил эксплуатации, режущая кромка долго не затупляется. Заточка такого инструмента должна проводиться специалистами. При отсутствии соответствующих знаний, процедура сделает инструмент непригодным к дальнейшему применению.
Правила работы ступенчатым сверлом
Заточенный инструмент позволяет создавать отверстия высокой точности в металлических заготовках, толщина которых достигает 4 мм. Грамотное выполнение работы предусматривает соблюдения определенных рекомендаций:
- Место сверления следует намечать керном.
- Инструмент держится перпендикулярно относительно поверхности.
- Работы по сверлению металла производятся на небольших оборотах, особенно, если планируется сверление больших отверстий. При выполнении подобной задачи лучше использовать шуруповерт.
- Сверло смазывают машинным маслом в небольшом количестве. Это поможет понизить рабочую температуру при сверлении.
Соблюдение этих требований обеспечит долгую службу ступенчатых сверл, не требуя заточки. Решив приобрести подобного вида сверла, следует помнить, что их стоимость обусловлена универсальностью использования, отменным качеством и долговечностью.
На сайте интернет-магазина выберите способ доставки до постамата или в пункт выдачи PickPoint
.png)
Выберите адрес удобного вам постамата или пункта выдачи на карте или в списке точек.

Укажите номер мобильного телефона, на который будет выслано SMS-сообщение с индивидуальным кодом вашей посылки для открытия ячейки постамата.
(Советуем вам указывать свой личный мобильный номер, чтобы индивидуальный код посылки не попал в чужие руки).
 После подтверждения заказа в интернет-магазине, ваш товар будет доставлен в выбранный вами постамат или пункт выдачи.
После подтверждения заказа в интернет-магазине, ваш товар будет доставлен в выбранный вами постамат или пункт выдачи.
Cроки доставки уточняйте в интернет-магазине.
Твердосплавные насадки
Обработка камня требует применения и твердосплавных насадок из победита, которые используют в гравировальных машинах ударного типа, при нанесении изображений на полированной поверхности камня. В граверных работах на камне также применяют другие насадки:
- карбидно-вольфрамные, имеющие структурированные зубья;
- гравировальные, где наконечник – синтетический алмаз с длительным сроком службы, использующийся в программе обработки самых твердых материалов;
- круговые – с различными рабочими диаметрами, у которых резцы покрыты алмазными частицами. Применимы в процессе изготовления деталей мелкого размера. Удобные при резке, гравировании, нарезании резьб. С ними выполняют предварительную обработку и финишную отделку. Используют для работе с нефритом, прочими камнями из группы полудрагоценных, стеклом;
- коронки и диски для фрезерования керамогранита.
В настоящее время существует большое количество различных станков и оборудования, позволяющих выполнять гравировку. Для нанесения гравировки используются различные технологические решения и методы. Для того чтобы Вы могли представить разновидности гравировки мы подготовили этот материал.
Поскольку в литературе не обнаружено классификации видов гравировки, в этом материале мы провели ее.
Все замечания принимаются. Комментарии можно оставить внизу страницы.
Что такое гравировка?
Гравировка гравировки, мн. нет, ж. (спец.). Действие по глаг. гравировать.( Толковый словарь Ушакова)
Гравировка (от фр. graver — вырезывать).
1) Занятие гравера.
2) штрихи на гравюре. (Источник: «Словарь иностранных слов, вошедших в состав русского языка». Чудинов А.Н., 1910) от франц. graver, вырезывать.
а) Занятие гравера.
b) Штрихи на гравюре. (Источник: «Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней». Михельсон А.Д., 1865)
Гравировка ж. 1) а) Техника нанесения изображения, орнамента, надписи и т.п. на поверхность твердых материалов. б) Изображение, орнамент, надпись и т.п., выполненные таким способом. 2) разг. То же, что: гравирование. (Толковый словарь Ефремовой)
Гравировка Создание или корректирование изображения на формном материале ручным или механическим путем при помощи резца, штихеля и пр. Используется при изготовлении печатных форм для способа металлографии.(Полиграфический словарь)
Гравировка (от фр. graver — вырезывать). 1) Занятие гравера. 2) штрихи на гравюре. (Источник: «Словарь иностранных слов, вошедших в состав русского языка». Чудинов А.Н., 1910)
Гравировка от франц. graver, вырезывать. а) Занятие гравера. b) Штрихи на гравюре. (Источник: «Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней». Михельсон А.Д., 1865)
Методы гравировки
1. Ручная гравировка — штихелем

2. Механизированная гравировка без удаления металла. Гравировка с применением гравировального оборудования, станков
2.2. Алмазная гравировка (гравировка стальным гравером) на станках с числовым программным управлением. Глубина гравировки от 10 мкм до 100мкм. Глубина гравировки определяется силой давления гравера на материал, углом заточки гравера, твердостью материала, количеством проходов гравера.
При алмазной гравировке образуется углубление в металле, которое соответствует углу заточки инструмента. Алмазный или стальной гравер с равной скоростью и равным нажимом перемещается по поверхности материала, оставляя за собой канавку. При этом виде гравировки металл не удаляется. При достаточной жесткости станка образуется ровное гладкое углубление в металле — так называемая «алмазная грань».

Алмазная гравировка на стали с эффектом гильоширования
Пример ювелирного изделия с алмазной гравировкой

2.3 Растровая гравировка (фотогравировка) — разновидность гравировки при котором изображение гравируется точками — растром. Для нанесения растровой гравировки (фотогравировки) могут использоваться гравировальные станки:
Ювелирные гравировальные станки Magic 5/50, Magic 20, Magic 7/70. Гравировка растровых изображений производится алмазным гравером. Глубина гравировки от 10мкм до 120мкм. Глубина гравировки зависит от твердости/мягкости металла, угла заточки гравера, давления гравера на металл
Пример растровой гравировки сделанной на станке Magic

Ударные фотопринтеры по металлу Roland MPX 70 Roland MPX 90 — В этих принтерах электромагнитная головка с закрепленной алмазной иглой перемещается с помощью ЧПУ и шаговых двигателей. Каждое наносимое алмазом углубление в металле соответствует по глубине градиенту цвета точки растрового изображения. Черный цвет — нет точки. Белый цвет — самая глубокая точка. За счет малого размера алмазного гравера, точки в металле получаются настолько малого диаметра, что их возможно нанести с разрешение до 525 dpi. При фотогравировке ударным способом получаются реалистичные фотографии на металле. Глубина гравировки при этом способе от 10мкм до 70 мкм — ограничивается слабой силой удара гравера по металлу.
Пример фотогравировки на станке Roland MPX 70

3. Механизированная гравировка с удалением металла
3.1. Ручная гравировка бормашиной. Металл удаляется бормашиной в которой закреплен инструмент — фреза, гравер и т.п.

3.2 Гравировка на станка с ЧПУ с помощью резца — Гильош. При таком виде гравировки металл удаляется заточенным резцом. Глубина от 10мкм до 1-1,5мм. Для гравировки резцом требуются жесткая станина станка, чтобы избежать биения резца
4. Фрезерование
4.1. Фрезерование на фрезерно-гравировальных станках с ЧПУ. При фрезеровании используются фрезы или конические граверы, которые вращаются с частотой 5000-30000 об/мин и удаляют металл. Глубина гравировки фрезерованием может быть любая — ограничивается длиной режущей части гравера или фрезы.
Пример гравировки выполненной фрезерованием на станке Magic.


Комбинирование фрезерования и алмазной гравировки позволяет изготавливать ювелирные изделия различной сложности и изысканного дизайна
5. Лазерная гравировка Выжигание
Для лазерной гравировки используются лазерные граверы или лазерные маркеры. Для лазерной гравировки по НЕметаллическим изделиям используются газовые CO2 лазеры.
Для гравировки по металлическим и неметаллическим изделиям используют волоконные лазеры. При лазерной гравировке на металле остается
Лазерный луч при воздействии на материал в точке фокусировки разогревает материал до температуры горения или испарения. Лазерный луч генерируется с определенной частотой, поэтому лазеры делают растровую гравировку. Чем чаще располагаются точки от воздействия лазера, тем выше разрешение гравировки. Также разрешение лазерной гравировки зависит от диаметра пятна контакта лазера с материалом (диаметром луча лазера)
Макро-фотосъемка лазерной гравировки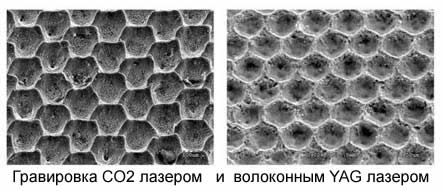
Лазерные граверы делают гравировку в основном на плоских изделиях или при наличии ротационной оси, то на цилиндрических изделиях.
Деление фрез для дрели по конструкции
В комплект фрез по металлу для дрели входят следующие насадки:
- торцевая;
- дисковая;
- концевая;
- цилиндрическая;
- фасонная;
- угловая.

- Зачастую для электродрели наиболее популярными видами являются торцевые варианты фрез. Именно посредством такого вида насадок осуществляется обработка плоской поверхности обрабатываемого изделия, посредством чего снимается слой металла необходимой толщины.
- Дисковые насадки оснащены режущими зубьями, располагающимися как на боковой части, так и на торце. Такой вариант фрезы используется в случае, когда требуется на поверхности обрабатываемого материала формировать пазы или канавки.
- Цилиндрические модели применяются в тех случаях, когда требуется обработка плоских участков изделий металлического основания. Цилиндрические в свою очередь подразделяются по форме расположения кромок на прямые и винтовые.
- Концевая, необходима для того, чтобы осуществлять обработку глубоких пазов. Такие изделия имеют режущие кромки, как на боковой части, так и на торцевой.
- Фасонные насадки используют для обработки неровных поверхностей.
- Угловые фрезы обладают сложной конструкцией, поэтому используются для работы с наклонными плоскостями и угловыми пазами.

Фасонные и угловые модели насадок для дрели применяются в крайне редких случаях. Отличаются вышеперечисленные виды фрез по типам решаемых задач. Изготавливаются инструменты из абразивных материалов, что позволяет использовать их для работы с металлами разных сплавов. Особенности конструкции фрез заключаются в наличии хвостовой части и рабочей области. Хвостовая часть фиксируется в патроне инструмента.
Характеристика фрез
Применяемые для дрели фрезы по металлу имеют характерные отличительные особенности. Некоторые из них, как например цилиндрические, напоминают сверло. Зубцы или режущие кромки могут быть расположены с боковой и торцевой части. Зубья также бывают затылкованной и остроконечной формы. Последний вариант имеет существенный недостаток, так как обе поверхности кромок имеют плоскую форму. Популярностью пользуются фрезы затылкованной формы.
Затылкованные формы зубьев не боятся частых заточек, в отличие от остроконечных. Их можно использовать для выполнения продолжительных фрезеровочных работ по металлу. Остроконечные виды могут быть применены для инструмента не более 1-2 раз, так как с каждой последующей обработкой изменяется их форма. Затылкованные виды являются наиболее надежными и долговечными, поэтому и получили широкое распространение.
Важно знать! Применять дрель в качестве постоянного инструмента при проведении частых фрезерных работ с металлом не рекомендуется, так как данный инструмент долго не продержится.

Главные параметры при выборе фрез для дрели по металлу являются:
- Диаметр хвостовика.
- Качество заточки изделия.
- Материал изготовления.
- Форма и вид режущих кромок, в зависимости от обрабатываемого изделия.
Приобретать лучше всего такие насадки в наборе, так как это обойдется намного дешевле. Недостатком изделий в наборе является среднее качество, поэтому если нужна насадка высокого качества, то лучше приобретать по отдельности и только определенной марки.
Немаловажно обратить внимание на цельность насадки, так как они бывают еще и сборными. Сборные варианты являются менее надежными, но и дешевыми, поэтому рекомендуется приобретать именно цельные варианты.
Как правильно работать дрелью с насадкой
Практика использования инструмента в качестве примитивного фрезерного станка зародилась достаточно давно еще с момента изобретения данного инструмента. Для более надежной и эффективной обработки металлических материалов рекомендуется изготовить фрезерный станок из дрели своими руками. Можно даже прибегнуть к изготовлению фрез своими руками, использовать которые можно исключительно для обработки пластика и прочих материалов. В качестве основы для самодельной фрезы можно взять колесико из зажигалки.

Важно знать! Работать инструментом в руках с насадкой не рекомендуется, так как малейшее неверное движение приводит к повреждению фрезы или вырыванию инструмента из рук.
Оптимальное решение для того, чтобы избежать повреждения насадки и получить удовлетворительный результат – это изготовить станок из дрели своими руками. При использовании дрели в качестве фрезера следует учитывать следующие недостатки:

- Дрель обладает низкими оборотами по отношению к стационарному фрезерному станку. Это отразится на качестве реза, который будет выполняться в металлической заготовке.
- Подшипники вала инструмента не рассчитаны на такой вектор нагрузки, поэтому дрель при частом ее использовании долго не прослужит.
- Электромотор не рассчитан на продолжительное функционирование, поэтому важно давать ему отдых.
- Если в инструменте используется пластиковый редуктор, то другой вектор нагрузки приведет к ускоренному его износу.
- Цанговый патрон даже ключевого типа не способен выдержать боковые нагрузки, поэтому не исключается выпадение насадки из инструмента в ходе работы. К чему это может привести, несложно представить.
- Небезопасность проведения работ. Если самодельный станок представляет собой деревянную конструкцию, то обрабатывать фрезой металл на нем не рекомендуется. Это может привести к вырыванию дрели во время работы, особенно при работе с дисковыми насадками.
Работать с инструментом в качестве фрезера можно, но только важно подумать о рациональности таких действий, а также о своей безопасности. В завершении нужно отметить, что безопасность выполнения фрезерных работ на самодельном станке не зависит от качества покупаемых насадок. В данной ситуации, все последствия будут на вашей совести.
Виды фрез по форме и назначению

Существуют сотни форм насадок. Тонкие, с «пузиком», круглые, квадратные – какие и для чего используются?
Например, фреза шар – для среза кутикулы. На этом её функционал заканчивается. Бочонок – 2 функции. Это работа со срезом и с боковыми валиками.
В наборе мастера должно быть несколько максимально функциональных инструментов. Они дают возможность сделать «маникюр одной фрезой».