Пайка алюминия паяльником и газовой горелкой
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
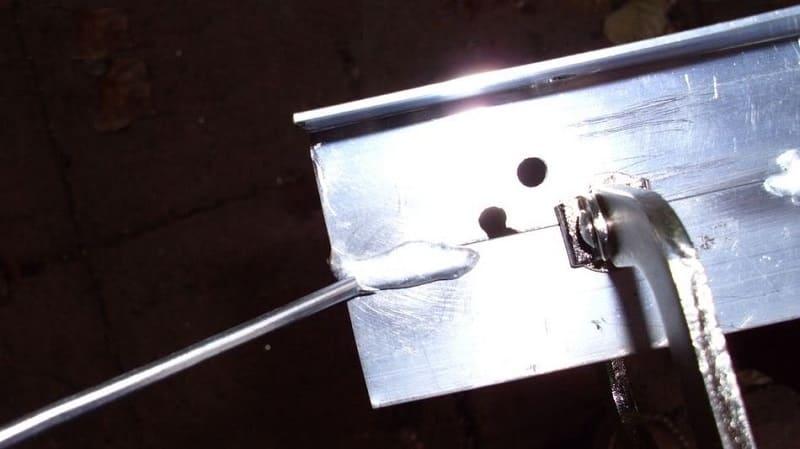
 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
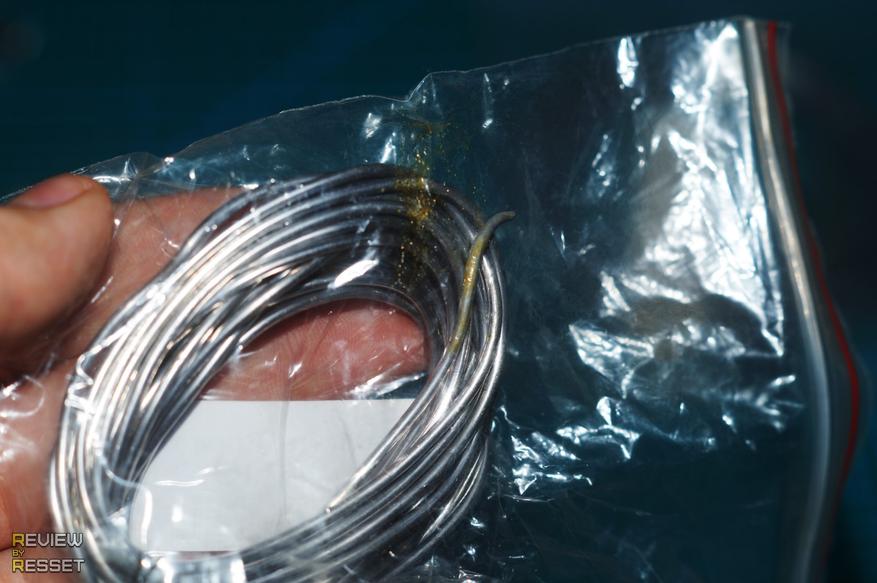
Пруток дополнительно упакован в прозрачный зип-пакет.

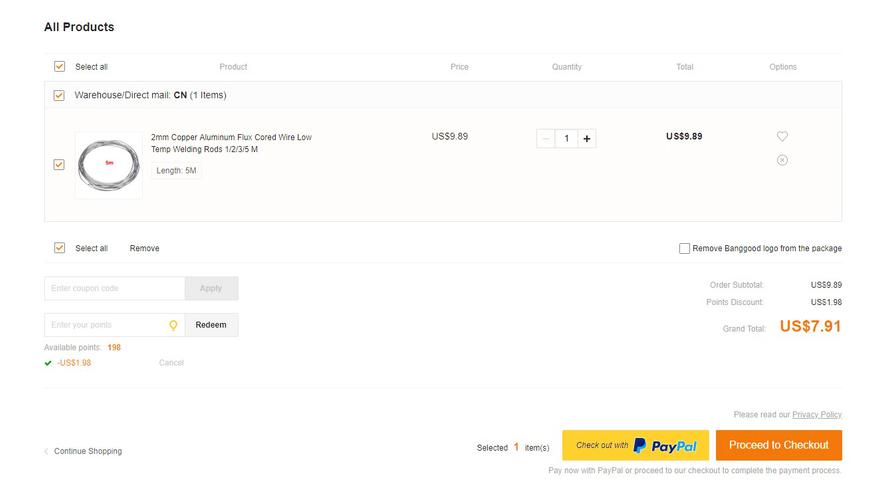
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Процесс пайки: поэтапно
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
 Порошковая алюминиевая сварочная проволока
Порошковая алюминиевая сварочная проволока
Когда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Преимущества 

- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Пайка алюминия
 Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Особенности процесса
Основными особенностями данного вида паечных работ являются:
- Применение специальных флюсов и припоев;
- Тщательная подготовка спаиваемых поверхностей: очистка, обезжиривание, лужение.
- Применение мощных паяльников и газовых горелок, способных разогревать рабочие поверхности до определенной температуры.
Также в процессе паечных работ на деталях из этого металла постоянно производится контроль температуры нагрева рабочих поверхностей. Делается это для того, чтобы не перегреть легкоплавкий металл, – при нагреве до температуры свыше +250-300 градусов по Цельсию сделанная из него металлоконструкция начинает терять свою прочность, деформироваться.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.