Чем отличается зенкование от зенкерования
Чем отличается зенкование от зенкерования
Содержание: Скрыть Открыть
- Зенкерование: инструмент и особенности
- Особенности зенкования
- Оборудование

Зенкование и зенкерование, несмотря на схожесть названий, являются разными операциями металлообработки с соответствующим инструментом. Схожесть операций в типе обработки и обрабатываемой поверхности. И зенкование, и зенкерование подразумевает механическую обработку резанием внутренней поверхности отверстий. Различия в характере обработки и, соответственно, получаемом результате.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Процесс зенкерования применим для отверстий в деталях из любого металла, полученных путем литья, штамповки, ковки либо предварительного сверления.
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
2 Промежуточный процесс обработки – повышаем класс точности
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.

Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.

Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
Разновидности и применение инструмента
Зенкер — это многолезвенный инструмент, который используется для доработки отверстий округлой формы в заготовках, сделанных из различных материалов. Такая обработка предназначена для получения ровных отверстий и увеличения их диаметра.
Эта процедура называется зенкерованием. Она схожа со сверлением: оснастка вращается вокруг собственной оси, при этом вдоль нее происходит поступательное движение.
Зенкер разрабатывался специально для обработки продолбленных, отштампованных или просверленных отверстий. Характеристики этого инструмента определяются ГОСТ 12489 −71. Применяется зенковка по металлу для финальной или промежуточной обработки. Потому принято выделять две разновидности приспособлений:
- для создания отверстия высокой точности;
- для дальнейшего развертывания.
При использовании этой расточки повышается чистота, ровность и диаметр отверстия. Как правило, к зенкерованию обращаются в следующих случаях:
- получение более чистого и ровного отверстия перед нарезкой резьбы или развертыванием;
- калибровка отверстия для установки шпильки, болта или любого другого крепежного элемента.
Зенкеры используются и для корректировки профиля отверстия (к примеру, увеличения верхней части углубления для болтовых головок), и для обработки торцов.
Классифицируются зенкеры по варианту крепления в станке:
- хвостовой;
- насадной.
Конструкция инструмента бывает:
- сварной;
- цельной;
- сборной;
- с пластинками твердосплавного типа.
Цельная разновидность приспособления напоминает своим внешним видом обыкновенное сверло, потому ее часто называют зенкером-сверлом. Однако режущих кромок и спиральных канавок у него больше, чем у обыкновенного сверла. Инструмент с пластинками обладает высокой производительностью. Также существуют обратные и конические типы инструментов.
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.
 Развертки конические под конус Морзе
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.
 Зенковки конические
Зенковки конические
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
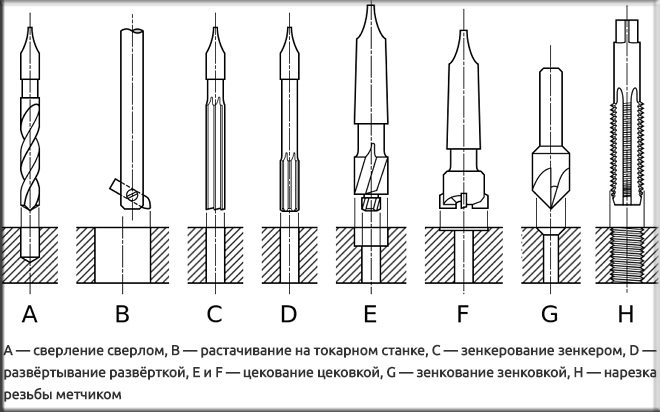
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Что это такое

Зенкер по дереву– это специальный инструмент, который может создавать, обрабатывать отверстия. По сути зенкер не что иное, как разновидность насадки по типу сверла. Ее тоже можно использовать для сверления, но первоочередное ее назначение — это создания углублений для широких креплений, увеличение диаметра, обработка просверленных участков.
Основное отличие от обычного сверла заключается в том, что зенкер имеет больше двух лезвий, шире в диаметре. Такую насадку чаще всего используют для специализированных станков на производстве, вроде сверлильного или токарного, но все чаще можно встретить в инструментарии обычного пользователя. Таким инструментом выполняют следующий спектр действий:
- Очищение или шлифовка готовых отверстий;
- Увеличение диаметра внешней части или всего углубления;
- Обрабатывание торца изделия.
Такими действиям скрываются неровности, улучшается внешний вид всей конструкции. Также подобная работа положительно влияет на качество, долговечность соединения. Кроме этого снижается давление на структуру дерева, что снижает риск появления трещин и изломов.
Распространённая область применения – это создание мебели и деревянных построек, но есть еще ряд других сфер, где применяется это приспособление. А спрос на этот инструмент дошел уже и до обычных покупателей. Зенкерования не стоит путать с зенковкой, ведь эти схожие по название процесс кардинально отличаются друг от друга.
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Такие технологические операции как сверление, рассверливание, зенкерование, развертывание отверстий, нарезание внутренней резьбы, цекование и зенкование, применяемые при ремонте узлов, агрегатов и деталей автомобиля, представляют собой лезвийную обработку резанием посредством осевого инструмента.
Сверление, рассверливание, зенкерование, развертывание отверстий, нарезание внутренней резьбы, цекование, зенкование, назначение этих операций при ремонте.
Сверление как черновая обработка сквозных и глухих отверстий выполняется на станках сверлильной группы спиральными сверлами диаметром до 80 мм. Оно обеспечивает точность не выше 12-14-го квалитетов и шероховатость поверхности Ra 12-25 мкм.
При этом сверление отверстий больших диаметров (свыше 25 мм), а также твердых материалов, приводит к высоким осевым усилиям на сверле и жесткость станка оказывается недостаточной. В этих случаях производят двухкратное сверление. Вводят дополнительный проход — рассверливание. Диаметр первого сверла выбирают равным 0,5-0,6 номинального диаметра отверстия. Рассверливание также используется для восстановления резьбовых поверхностей с помощью спиральных вставок.
Движения осевого инструмента при обработке отверстий на таких технологические операции как сверление, рассверливание, зенкерование, развертывание отверстий, нарезание внутренней резьбы, цекование и зенкование.

Зенкерование.
Зенкерование, это получистовая обработка предварительно просверленных отверстий. Она обеспечивает большую точность обработки по сравнению с рассверливанием (до 10-го квалитета). Шероховатость поверхности в пределах Ra 3,2-6,2 мкм. Припуски под зенкерование выбираются в пределах 0,4-0,8 мм на диаметр.
Зенкерование хорошо исправляет макрогеометрические погрешности предшествующей обработки и часто используется для обеспечения необходимой перпендикулярности оси обрабатываемого отверстия относительно базовой поверхности.
Развертывание отверстий.
Развертывание отверстий является чистовой операцией и обеспечивает точность до 7-9-го квалитетов. Шероховатость Ra 0,8-1,6 мкм. Припуски под черновое развертывание выбираются в пределах 0,25-0,50 мм. Под чистовое — 0,05-0,15 мм на диаметр.
Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерования или растачивания. При обработке точных отверстий применяется тонкое развертывание, позволяющее получить поверхность более высокой точности и более низкой шероховатости, чем обычное развертывание.
Однако развертыванием не исправляется положение оси обрабатываемого отверстия. Поскольку нормально работающая развертка как многолезвийный инструмент направляется обрабатываемой поверхностью и снимает симметричный припуск по всему контуру отверстия. Тонкое развертывание обеспечивает точность до 5-7-го квалитетов и шероховатость поверхности Ra 1,25-0,63 мкм.
Нарезание внутренней резьбы.
Нарезание внутренней резьбы в условиях авторемонтного производства обычно выполняется ручными метчиками, выпускаемыми в комплекте из двух или трех штук. Комплект из двух штук применяется для нарезания резьб до 6 мм. Черновые метчики отличаются заниженными размерами и развитой заходной частью. Чистовые — полным профилем резьбы.
Цекование.
Цекование применяют для обработки торцовых опорных плоскостей для головок болтов, винтов, гаек. Перпендикулярность обработанной торцовой поверхности к основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки).
Зенкование.
Зенкование используется для обработки цилиндрических и конических углублений под головки болтов и винтов. Для обеспечения перпендикулярности обработанной поверхности к основному отверстию, а также их соосности режущий инструмент (зенковку) снабжают направляющим цилиндром.
Для обработки сложных многоступенчатых отверстий часто используется комбинированный инструмент. В зависимости от назначения и формы отверстий комбинированный инструмент может быть составлен из сверл, зенкеров и разверток, работающих последовательно или параллельно. Применение такого инструмента повышает производительность обработки и восстановления изношенных отверстий.
Комбинированный инструмент для обработки сложных многоступенчатых отверстий.

Точные конические отверстия последовательно обрабатываются сверлением, зенкерованием ступенчатым зенкером, развертыванием конической разверткой со стружкоразделительными канавками, развертыванием гладкой конической разверткой.
По материалам книги «Технологические процессы ремонта автомобилей».
В.М.Виноградов.
Работа с зенкерами по металлу
В домашних условиях для работы сгодится ручная или электрическая дрель. Но так как зенкерование — это операция, требующая точности, по возможности рекомендуется использовать специальное оборудование. Например:
 Токарные и сверлильные станки — применяются наиболее часто.
Токарные и сверлильные станки — применяются наиболее часто.- Расточные аппараты — используются реже, как правило, для вторичных операций.
- Вертикальные или горизонтальные фрезерные устройства — редко, в основном на оборудовании с ЧПУ.
- Агрегатные станки — применяются сугубо на производстве, на линиях с узкоспециализированными автоматизированными операциями.
 Токарные и сверлильные станки — применяются наиболее часто.
Токарные и сверлильные станки — применяются наиболее часто.Для качественной обработки важно подобрать правильный металлорежущий инструмент. Для достижения этой цели учитывают следующие факторы:
- Размер инструмента зависит от глубины, диаметра и необходимой точности обработки отверстия.
- Тип оснастки определяется расположением отверстия, материалом самой детали, а также типом обработки.
- Материал металлорежущей оснастки следует подбирать исходя из материала детали и режима работы.
Также при работе с зенкерами следует учитывать тип обрабатываемого металла:
- Отливные отверстия. Чтобы зенкер получил первоначальное направление, их рекомендуется расточить резцом примерно на 5-10 мм в глубину.
- Сталь — обязательное применение смазочно-охлаждающих жидкостей.
- Цветные металлы и чугун — особых требований нет, но для качественной работы также следует воспользоваться СОЖ.
Зенкера по металлу позволят достичь хорошей точности и чистоты поверхности обрабатываемого отверстия. Для зенкерования в большинстве случаев можно обойтись обычной дрелью, но чтобы изготовить высокоточные изделия, потребуется специальный станок по металлу. Также нелишним будет акцентировать внимание на типе обрабатываемого материала и подборе правильного металлорежущего инструмента.