Резка металла водой: область применения
Резка металла водой: область применения
Водно-абразивная резка металла – это самая современная и прогрессивная технология обработки. Сердце системы водоструйного резания — насос высокого давления. На сегодня уже разработаны экспериментальные станки с давлением воды 6000 атмосфер.
Проходя сквозь сопло (материалом может выступать: рубин, сапфир или алмаз) толщиной 0,1 мм, вода набирает скорость в три раза большей скорости звука и образует тонкий сфокусированный поток, который может резать практически все металлы.
При гидроабразивной резке металла, толщина металла может быть до 300 мм.
Главным преимуществом технологии резания водной струйного является отсутствие нагревания изделий, то есть термическое воздействие на материал — отсутствует, что исключает напряжение и изгиб обрабатываемой детали. В итоге появляются резы очень отличного качества, что делает не нужным последующую дорогостоящую обработку.
Некоторые металлы нельзя резать лазером из-за их отражения, а при плазменной резке – нельзя использовать токопроводящий материал. Тут и понадобится гидроабразивная резка, которая является прогрессивным способом резки. Но она предполагает намокание изделия, что может плохо отразится для металле, подверженному коррозии.
Принцип гидроабразивной резки металла имеет самое главное преимущество — тонкая, как нить, струйка, позволяет создавать значительно меньшие потери металла по сравнению с обычной резкой.
Большим недостатком гидроабразивной резки металла является очень высокие затраты на резку: 1 час работы выйдет в 1500 руб. К тому же все детали очень скоро вырабатывают свой ресурс из-за большого давления. Так же недостатком является то что все детали требуют ежедневного осмотра и даже ремонта ремонта. В общем, если есть решение купить станок гидроабразивной резки, то такая резка металла водой своими руками, приводит к постоянным высоким затратам.
- Процесс гидроабразивной резки
- Какое давление воды нужно для резки металла
- Недостатки технологии
Первые испытания
Еще в 30-х годах 20-го столетия американские и советские ученые озадачились данным вопросом. Толчком стало то, что необходимо было добиться высокой точности и скорости проведения работ. Первые разработки начали проводиться в 50-х годах 20-го столетия инженерами США и СССР. В 1979 году стали использовать песок, который добавлялся в струю с водой, так и появилось понятие «гидроабразивная». Ключевые требования — высокое давление и скорость подачи воды на обрабатываемую поверхность.
Уже в 1983 году было развернуто серийное производство оборудования для гидроабразивной резки (ГАР). По сути, даже сегодня это один из самых идеальных инструментов для резки, так как не имеет износа и есть возможность регулирования диаметра струи. Таким методом можно работать с толщиной листа до 300 мм. Это привело к тому, что резка водой металла стала активно применяться в авиастроении, машиностроении, камнеобработке и производстве бронетехники и космической промышленности.
Принципиальное устройство станков
Учитывая тот факт, что гидроабразивные станки универсальны в применении, они имеют весьма специфическое устройство, которое позволяет им резать не только металлы.
 Гидроабразивна резка камня
Гидроабразивна резка камня
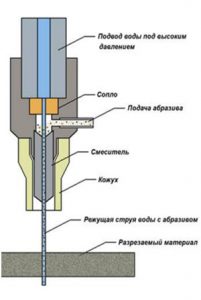
Технология основывается на подаче воды под высоким давлением через форсунку к заготовке под определенным углом. В жидкость входит абразивный материал, который является вспомогательным компонентом резки. Чаще всего используется песок, измельченный до микрочастиц. Перед подачей вода и песчинки смешиваются в специальном предварительном резервуаре. Тщательно смешанная смесь подается к форсунке станка.
Водяной резак по металлу
В зависимости от заданной программы сформированная струя подается на заготовку. Сопло форсунки размещено на подвижной головке, которая может поворачиваться и наклонятся в произвольном порядке. Скорость резки водой можно сравнить лишь с плазморезом, а вот точность и качество сравнимы лишь с длительной лазерной резкой.
Оборудование гидроабразивной резки
Станок гидроабразивной резки – сложное и энергоёмкое оборудование, содержащее следующие узлы:
- Инструментальную головку, оснащаемую функцией поворота резака под определённым углом, что позволяет обрабатывать с заданной скоростью поверхности сложной конфигурации.
- Насосную установку для прокачки воды с системой её фильтрации.
- Компрессорную станцию подачи абразивных фракций под давлением.
- Рабочий стол с устройством трёхкоординатного позиционирования (для небольшого оборудования эту работу выполняет своими руками оператор установки).
- Ванну с водой, которая конструктивно связана со станиной оборудования.
- Рабочие ёмкости для воды и абразива.
- Управляющее устройство ЧПУ, или пульт для ручного позиционирования заготовки своими руками.

Пример продукции, которую изготавливают на оборудовании ГАР
Наибольшей популярностью пользуются аппараты гидроабразивной резки итальянской фирмы WaterJet Cоrp. Inc., которая выпускает оборудование консольного и портального типов. Первое предназначено для резки относительно небольшой по размерам продукции, второе, отличающееся повышенными точностью и жёсткостью, подходит для обрабатываемых изделий большей толщины.
WaterJet Cоrp. Inc производит не только сами силовые установки, но и насосное оборудование к ним. Ходовой портал аппаратов фирмы оснащается автоматизированным позиционированием, и позволяет одновременно выполнять разделение материалов, разных не только по своему химическому составу, но и по толщине – качество, невозможное в принципе для оборудования термической резки.

Массовая резка деталей на станке ГАР
Гидроабразивная резка во многих случаях считается единственным способом получения пространственных деталей. Например, только рассмотренной технологией возможно производить разделение практически без нагрева заготовки (максимальное повышение температуры кромки составляет 600 °С, а при обработке в водяном баке – и того меньше). Подобным оборудованием можно выполнить разделение толстолистового стекла, керамики, твёрдых сплавов – материалов, которые весьма чувствительны к повышенным температурам. Хорошее качество конечного результата исключает потребность в последующих переходах, а весьма малая толщина струи – до 0,8 мм – минимизирует потери материала. Высокие давления, создаваемые в зоне разъединения, не вызывают появление остаточных напряжений в заготовке, и способствуют последующему повышению её эксплуатационной долговечности.
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
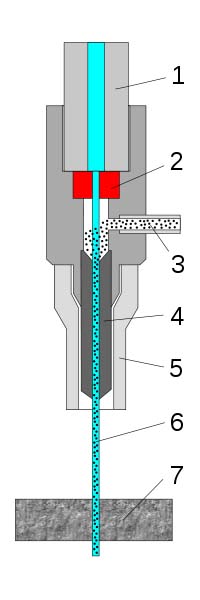
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Технология резки металла водой
ехнология гидроабразивной резки металлов существует уже двадцать лет. Суть этого метода довольно проста и заключается в том, что резка металла производится при помощи абразивно-жидкостной струи высокого давления. Абразивно-жидкостная струя в данном случае является универсальным инструментом.
Сначала вода, сжатая до давления 4000 атмосфер насосом-мультипликатором, проходит через сопло, которое образует струю диаметром примерно 0,5 мм, а затем попадает в смесительную камеру. Струя воды в смесительной камере «подсасывает» абразив (это может быть гранитный песок, размер частиц которого составляет примерно 0,4 миллиметра). Дальше вода с абразивом проходит через твердосплавное второе сопло, внутренний диаметр которого составляет один миллиметр. Абразивно-жидкостная струя выходит из этого сопла со скоростью порядка 1200 м/сек и направляется в область резания металла. Остаточную энергию струи гасят при помощи специальной водяной ловушки.
Особенности работы станков с ЧПУ
 Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Установки с ЧПУ используются для изготовления изделий из медных, алюминиевых, стальных и других видов металлов. Высокая точность порезки, которую имеют водно-абразивные станки с ЧПУ, почти не имеет отклонений от требуемых условий.
Гидроабразивные станки с ЧПУ имеют такие преимущества:
- Если на устройствах без ЧПУ выбор режущей струи можно подобрать неправильно, то в этой ситуации данный фактор исключается. Оборудование автоматически контролирует качество реза, после самостоятельно корректирует установленный режим;
- Станки, которые имеют ЧПУ, работают в соответствии с установленной программой. Причем обработка любого изделия делается по индивидуальному компьютерному обеспечению. При помощи его автоматом выбирается напор струи, состав режущей смеси и другие параметры;
- По окончании гидроабразивной обработки из заготовки получается абсолютно готовая деталь, которую не нужно подвергать дополнительной обработке или шлифовке, на участке среза;
- Обработка металлов при помощи компьютерного обеспечения также подразумевает возможность проделывания отверстий необходимого сечения.
Как сделать станок гидроабразивной резки своими руками
 Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Ручная резка
В некоторых случаях станками может управлять квалифицированный оператор. В этом режиме все настройки приходится выставлять в ручном режиме, что не всегда особенно удобно. Но имеют ручные способы резки металла и немало преимуществ, к числу которых относятся следующее:
- Стоимость такой работы обходится примерно в полтора раза дешевле.
- Профильное образование оператора при этом, как ни странно, не имеет особого значения. Дело в том, что ручное управление такими станками довольно просто, и не имеет большого количества сложных функций. Это оборудование используется в тех случаях, когда необходимо вырезать детали, имеющие простую геометрическую форму.
- Функциональность станков при этом остается на прежнем уровне. Ровный срез, просверливание отверстий и прочие простые операции – все это можно делать и при ручном управлении. Кроме того, есть возможность обработки не только металлопроката, но и прочих материалов.