Температура пайки полипропиленовых труб
Температура пайки полипропиленовых труб
Автор: Игорь
Дата: 31.07.2017
- Статья
- Фото
- Видео
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
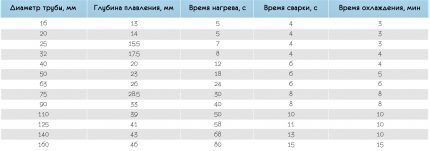
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Время сварки ппр
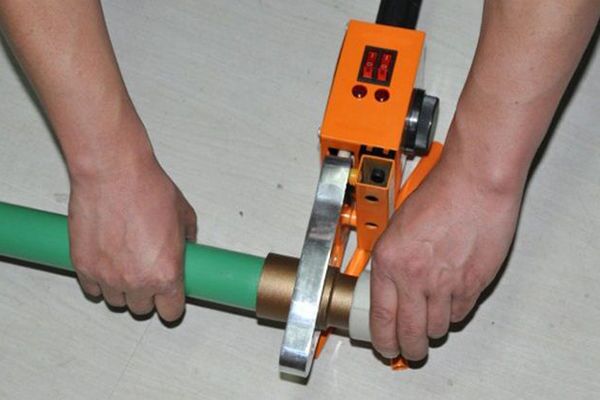
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Проверка стыков
 По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
 Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Типы полипропилена и его свойства
Промышленный полипропилен отечественного производства выпускается в соответствии с техническими требованиями ГОСТ 26996-86. Он классифицируется на материал низкого и высокого давления и обладает следующими физико-механическими свойствами:
-
- Плотность, г/см 3 – 880…910;
- Влагопоглощение, %, не более – 0,03;
- Предел прочности при растяжении, МПа – 130…250;
- Ударная вязкость, Нм, не менее – 0,4;
- Твёрдость по Роквеллу, HRB, не менее — 65;
- Предел термической стойкости, 0 С – 70…115.
Одновременно с высокой ударной вязкостью и надежностью сварки плавлением, полипропилен обладает хорошей стойкостью к истиранию, а также является хорошим теплоизоляционным и электрическим изолятором.
Химическая стойкость данного пластика превосходна: материал устойчив к водным растворам кислот (за исключением концентрированной азотной кислоты), щелочей и солей, а также к большинству органических растворителей. Относясь к группе термопластов, он может использоваться при температурах до 55….60 ° С в условиях постоянного давления и при температурах до 80…110 ° С в условиях гравитационного потока. Для промышленных применений важно также то, что полипропилен является самым легким из всех марок термопластмасс.

Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 — для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 — рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 — выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 — используются при отоплении и выдерживают 25 бар при +95 °С.

Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Спустя несколько секунд, в течение которых пластик остывает, конструкция готова к эксплуатации. На стыке должен остаться ровный наплыв.
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.

Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы — служат для обхода уже проложенных труб;
- компенсаторы в виде петли — предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей — используется для регулировки потока в трубопроводе;
- заглушки — используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы — позволяют зафиксировать трубы у основания.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.