Технология сварки алюминия полуавтоматом: требование к оборудованию
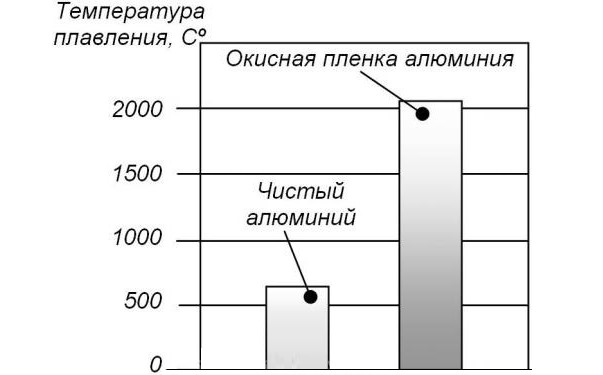
 Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.

Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Это легко объяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если диаметр отверстия равен диаметру проволоки, то она в ответственный момент может просто перестать правильно подаваться в сварочную зону. В худшем случае она вовсе застрянет, и вы потратите уйму времени, чтобы извлечь ее.
Длина самого шланга, через который подается алюминиевая сварочная проволока, не должна превышать трех метров, чтобы не деформировать проволоку внутри. Постарайтесь не изгибать и не скручивать шланг с проволокой. Ведь алюминий — металл, легко поддающийся деформации.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
 Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Преимущества 

- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Факты – упрямая вещь
Покончив с мифами, перейдем к реальным фактам, действительно оказывающим влияние на работу с перспективным, но не слишком послушным материалом.
- Наиболее простым способом обеспечить защиту свариваемого участка деталей от воздействия внешней среды является подача под давлением аргона. Этот благородный газ вполне доступен, хотя и стоит несколько дороже, чем используемый при работе со сталью углекислый газ. Хорошие результаты дает применение смеси аргона и гелия. Поскольку мы уже выяснили, что сварка алюминия полуавтоматом без аргона невозможна, то при отсутствии газа придется раздобыть где-то флюс.
- В состав флюсов для сварки алюминия, как правило, входят соли щелочных и щелочноземельных элементов и, в небольшом количестве, активизирующие химический процесс фтористые компоненты. Существует множество рецептов различного состава, подбираемых в зависимости от характеристик металла, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
- Даже при использовании защитного газа наилучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Однако такая обработка занимает некоторое время и замедляет ход работ.
- В промышленных условиях для проведения работ лучше всего использовать оснащение, использующее принципы импульсной сварки. Именно с его помощью достигается оптимальный результат. Ввиду относительной сложности и дороговизны подобного оборудование, все более широкое распространение получают инверторные сварочные полуавтоматы. Не слишком уступая в качестве соединительного шва, они проще, и вполне могут быть использованы даже в домашних условиях.
- Особое внимание следует уделять качеству сварочной проволоки. Ее химический состав бывает различен, и должен подбираться с учетом химического состава, используемого для изготовления деталей алюминиевого сплава. Проволока низкого качества, не имеющая равномерного сечения и обладающая низкими механическими свойствами, затрудняет работу и часто приводит к повреждению оборудования.
Технологические особенности сварки
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.