Нахлест арматуры при вязке
Нахлест арматуры при вязке
Верно рассчитанный нахлест арматуры при вязке влияет на итоговое качество конструкции. Надежность такого метода оспорить сложно, однако в процессе работы присутствуют определенные нюансы, при несоблюдении которых результат соединения может оказаться хрупким и недолговечным. Это также может повлиять на скорость затвердевания бетона, что сильно размягчит основание.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
 В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
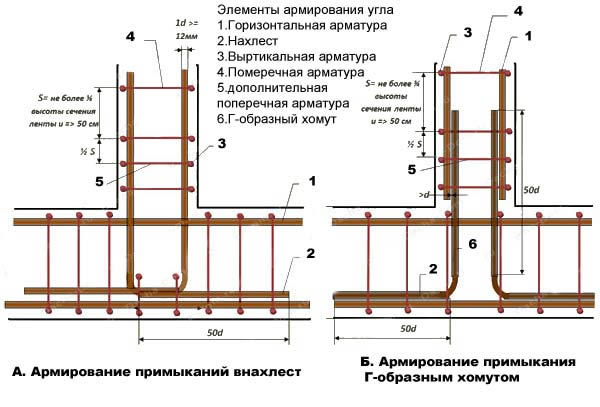
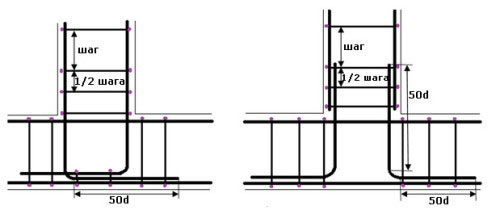
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
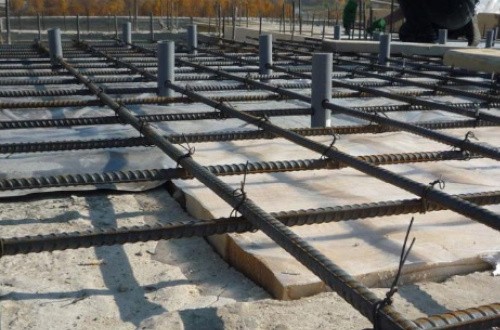
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
 К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сварки
К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сварки
Соединение армостержней свариванием
Для частного строительства сваривание стержней арматуры нахлестом – это дорого, так как класс рекомендуется использовать свариваемый класс А400С или А500С арматуры. При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С – А500С следует сваривать электродами Ø 4-5 мм.
| Класс арматуры | Длина сварного шва в Ø прутьев |
| А 400 С | Ø 8 |
| А 500 С | Ø 10 |
| В 500 С | Ø 10 |
Таким образом, согласно таблице, длина сварного шва при вязании стержней марки В400С должна быть 10 Ø прута. При использовании 12-миллиметровых стержней шов будет длиной 120 мм.
 Сварной стык внахлест
Сварной стык внахлест
Технические особенности безсварочного стыка
Необходимо разносить вразбежку соседние соединения. Причем так, чтобы достичь одновременного соединения в одном сечении до 50 % (не больше) армирующих элементов. Под расчетным сечением, которое мы будем определять с целью выяснения значения стыкуемых арматур, понимается область 130 % от общего параметра нахлеста (замеряется вдоль прутков).

Тут необходимо понимание того что стыки стержней при проектировании рассматривают в качестве лежащих в одном сечении при условии размещения центров именно в указанной зоне. Наименьшей дистанцией в длину между стыками по СНиПу является значение 610 мм. По ACI 318–05 и санитарным нормам рекомендовано несвязанные (свободные) соединения прутков делать в конструкциях без предварительного напряжения.
Данный совет вполне логичен, ведь бетонная смесь при таком соединении зальет стержни со всех сторон. А это гарантия сверхнадежной фиксации каждого стержня, которой невозможно достичь при заливке неполной окружности арматуры и соседнего стержня, перевязанных вязальной проволокой. Ко всему прочему, нахлест по длине не может достигать меньше 25 см.
Еще одним важным положением саннорм является то, что в 1-м расчетном сечении соединение может обладать не больше 50 % стальных прутьев в фундаментной ленте. К тому же, можно стыковать описываемым вариантом сварные сетки и отдельные арматурные элементы без обязательной разбежки. Однако такое допущение будет действующим только при использовании арматуры для конструктивного армирования.
Перехлест в 30 см и более возможен при условии функционирования арматуры и на сжатие. Многими зарубежными странами в строительной документации нахлест установился на уровне 40 диаметров соединяемых армирующих элементов. В странах СНГ данный показатель значение приравнивается 50 диаметрам (арматура А400).

Также значение рекомендованного нахлеста зависит от марки бетона для заливки фундамента. К примеру, для смеси М300 он имеет 35 диаметров, М250 – 40, М200 – 50. А вот для арматурных стержней А-II и А-I перехлест всегда подбирается из расчета 40 диаметров. Но следует учитывать, что все это окажется верным для показателей в расчете. На практике реальные (не минимальные) значения нахлеста, как правило, в несколько раз больше.
2 Технические особенности выполнения бессварочного стыкового соединения
Следует разносить вразбежку соединения, расположенные по соседству. Причем таким образом, чтобы одновременно в одном сечении соединялось до 50 (не более того) процентов стержней.
Под расчетным (одним) сечением, которое необходимо определить для выяснения числа стыкуемых стержней, понимают область длиной 130 % общей протяженности нахлеста (замер ведется вдоль стержней). Здесь важно понимать: арматурные стыки при проектировании рассматриваются, как лежащие в одном сечении при условии, что их центры размещаются именно в указанной области. Наименьшая дистанция (по длине) между стыками по СНиП должна быть 610 миллиметров.

ACI 318–05 и рассматриваемые нами Саннормы советуют несвязанные (то есть свободные) соединения прутков делать в конструкциях, которые не являются предварительно напряженными. Рекомендация вполне логична, ведь бетон при таком варианте соединения заливает стержни со всех сторон, что гарантирует сверхнадежную фиксацию каждого прутка, которой нереально добиться при заливке неполной окружности арматурного элемента, связанного с соседним стержнем вязальной проволокой. Заметим – нахлест по своей длине не может быть менее 25 сантиметров.
Еще одно важное положение Санитарных норм заключается в том, что в одном сечении (в расчетном) соединение могут иметь не более 50 процентов металлических прутков, заложенных в фундаментную ленту. Кроме того, допускается стыкование описываемым способом сварных сеток и отдельных арматурных элементов без обязательной разбежки. Но такое разрешение действует только в случаях применения арматуры для армирования нерабочего (так называемого конструктивного) типа.

Если арматура функционирует и на сжатие, и на растяжение, возможен 30-сантиметровый (и выше) ее перехлест. В строительной документации большинства зарубежных стран нахлест устанавливается на уровне 40 диаметров соединяемых элементов для армирования. В отечественной практике данный показатель равняется 50 диаметрам (речь идет об арматуре класса А400).
Также показатель рекомендованного нахлеста находится в зависимости от того, какая марка бетона используется для заливки сооружения. Так, например, для смеси М300 он составляет 35 диаметров, М250 – 40 диаметров, М200 – 50. А вот для арматуры А-II и А-I перехлест всегда подбирают из расчета 40 диаметров. Правда, важно понимать, что все эти утверждения верны для расчетных показателей. На практике реальные (не минимальные рекомендованные) показатели нахлеста обычно в несколько раз выше.
Виды стыковки
Нормы и правила по соединению стержней арматуры описаны в СНиП, сегодня используется три вида: сварочные, механические соединения и нахлест. Со сварочными работами должно быть все понятно, что касается механических вариантов, то в этом случае соединение стержней происходит при помощи спрессованных или резьбовых муфт. Нас интересует нахлест арматуры, поэтому рассмотрим три вида этого соединения:
- стержни с петлями, лапками или крюками – самый простой вид для работы своими руками,
- арматура с прямыми концами приваркой или монтажом,
- профильные прутья.
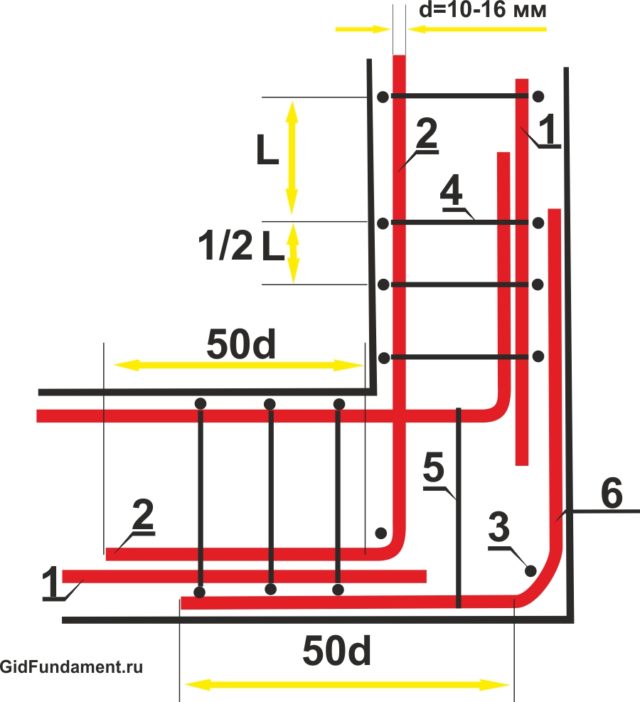
Нахлест применяется в том случае, если сечение стержней не превышает 40 мм. В документе ACI 318-05 сказано, что сечение должно быть не более 36 мм. Этот диапазон был выбран лишь потому, что не было зарегистрированных испытаний с использованием больших диаметров, соответственно, подтверждения безопасности соединения в СНиП нет.
 Здесь показано соединение для ленточного фундамента.
Здесь показано соединение для ленточного фундамента.
В соответствии с п.10.3.8 — 10.3.10 СП 63.13330.2012 (СП 63.13330.2018), максимальное расстояние между осями стержней продольной арматуры составляет:
1. в железобетонных балках и плитах:
- не более 200 мм — при высоте поперечного сечения h≤150 мм;
- не более 400 мм или 1,5 h — при высоте поперечного сечения h>150 мм;
2. в железобетонных колоннах:
- не более 400 мм — в направлении, перпендикулярном плоскости изгиба;
- не более 500 мм — в направлении плоскости изгиба.
3. В железобетонных стенах:
- не более 400 и не более 2t (t- толщина стены) — между стержнями вертикальной арматуры;
- не более 400 — между стержнями горизонтальной арматуры.
Важные примечания!
- В балках и ребрах шириной более 150 мм число продольных рабочих растянутых стержней в поперечном сечении должно быть не менее двух.
- В балках и ребрах при ширине элемента 150 мм и менее допускается устанавливать в поперечном сечении один продольный стержень.
- В балках до опоры следует доводить стержни продольной рабочей арматуры с площадью сечения не менее 1/2 площади сечения стержней в пролете и не менее двух стержней.
- В плитах до опоры следует доводить стержни продольной рабочей арматуры на 1 м ширины плиты с площадью сечения не менее 1/3 площади сечения стержней на 1 м ширины плиты в пролете.

Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
- Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
- Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
- Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
Требования к технологии
По западным стандартам запрещено производить сварочный процесс в областях перехлеста арматурных стержней, независимо от их марки. По российским нормирующим документам сваривание разрешено при толщине арматуры, не превышающей 25 мм.

При сварочных работах необходимо учитывать диаметр электродов. При использовании электродов толщиной 4-5 мм, длина нахлеста арматурных стержней будет более 10 диаметров свариваемых стержней. Этого требует ГОСТ 14098 и ГОСТ 10922.
Сваривание стержней арматуры можно осуществлять внахлест электрошлаковым полуавтоматом, ручной электродуговой, ванно-шовной, контактной сваркой.
Длинные швы делают для монтажа горизонтальных и вертикальных элементов арматурного каркаса. Такое соединение позволяет использовать вариант с накладками или внахлест.
Хотя соединение внахлест производится длинными швами, допускается также использование дуговых точек. Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Длина сварного стыка накладки и арматурного прутка может быть разной. При этом допускается смещать накладки по длине. Сваривание арматурных стержней производится разнообразными фланговыми швами.
При сваривании арматурных стержней вертикального расположения необходимо на 10-20 % уменьшить сварочный ток. При использовании двусторонних швов возможно появление горячих трещин. Для предотвращения этого требуется точно соблюдать технологию сварки и правильно подбирать вид электрода.