Виды флюсов для пайки и особенности применения
Виды флюсов для пайки и особенности применения
- Indium WF9945 флюс на канифольной основе не требующий отмывки, без галогенов
- Indium WF9942 флюс на органической основе
- Indium WF7742 флюс на водной основе, не требующий отмывки
- Indium 1095NF водосмываемый флюс
- Indium #1010 водосмываемый флюс, не содержащий летучих органических веществ

Паяльные флюсы — это вспомогательные вещества, используемые для пайки и сварки металлов. В ассортименте компании «Остек-Интегра» представлена продукция, применяемая в радиотехнической отрасли — флюсы на различной основе.
Появление флюса: с чего все начинается
Инфекция, живущая в кариозной полости, провоцирует дальнейшее воспаление в зубе. Появившийся гной начинает движение вниз по корню в поисках выхода и добирается до надкостницы (кость, которая окружает зуб). На латинском языке она называется «periostum», откуда и пошло медицинское название заболевания — периостит. Происходит стремительное увеличение гнойного мешка, начинается острый воспалительный процесс тканей периодонта около зубного корня. Флюс зачастую сопровождается очень сильными болевыми ощущениями.
Характерные признаки заболевания следующие:
- острая и нестерпимая зубная боль в месте появления флюса на десне, в разы усиливающаяся во время приема пищи, когда на больной зуб оказывается давление,
 Боль при приеме пищи
Боль при приеме пищи - присутствует вздутие десны под больным зубом, которое сопровождается интенсивной отечностью слизистой оболочки,
- наблюдается значительный отек щеки, области под глазом, губ, век или подбородка в зависимости от локализации воспаления (на нижней или верхней челюсти). За счет отека отчетливо видна асимметричность лица, Отек щеки
- характерно повышение температуры тела (37°С-38°С) и плохое самочувствие в целом,
- на рентгене видно специфическое затемнение, свидетельствующее о появлении абсцесса около зубного корня, Затемненный участок на рентгене
- со временем шишка может вскрыться, что будет говорить о том, что гной самостоятельно выходит наружу.
 Боль при приеме пищи
Боль при приеме пищи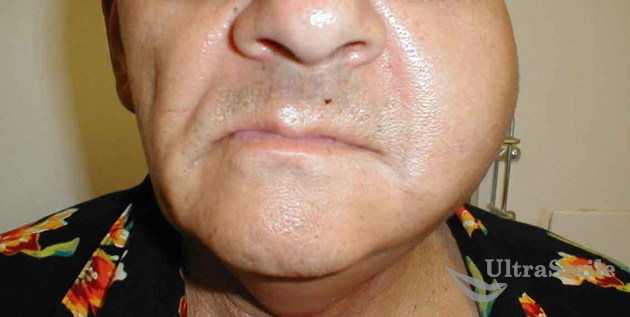 Отек щеки
Отек щеки Затемненный участок на рентгене
Затемненный участок на рентгенеКакими бывают флюсы для пайки
Чаще всего материал для пайки готовят из 10 грамм хлорида аммония и 30 грамм хлорида цинка, растворяя их в 60 миллилитрах воды.
Также используется «паяльная кислота» или «паяльная жидкость». Их можно приготовить из консервированной соляной кислоты и металлического цинка:
- кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;
- в результате растворения цинка в кислоте должен начать выделяться кислород и образоваться хлорид цинка;
- после того как выделение кислорода замедлится, емкость следует поставить в теплую воду;
- по окончании реакции жидкость сливается и остается только нерастворившийся цинк, к которому нужно добавить нашатырь (2 грамма аммония на 3 грамма металлического цинка).
 кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;
кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;Жидкость можно не сливать, а выпарить досуха. Затем непосредственно перед пайкой полученная смесь растворяется в воде (1:2).
Однако приготовленные таким образом флюсы подходят не для всех металлов. По степени эффективности они подразделяются на три группы:
Защитные или некоррозиные материалы из-за своей слабой активности не способны очистить поверхность большинства металлов от коррозийной пленки. Главным образом они используются для соединения меди, ее сплавов и покрытых кадмием, оловом или серебром стальных изделий. При этом припои должны быть только легкоплавкими. К защитным флюсам относится канифоль и ее различные растворы, вазелин, стеарин, воск, древесные смолы.
Слабокоррозийные вещества по сравнению с некоррозийными более активны. Чаще всего это растворенные в спирте, воде или производных органических кислотах минеральные масла, животные жиры, органические кислоты (щавелевая, бензольная, стеариновая, олеиновая, лимонная, молочная и т. д.). Для того чтобы ослабить коррозийное действие таких веществ, к ним добавляется канифоль или другие вещества, которые не вызывают коррозии. Применяются слабокоррозийные вещества при пайке только с легкоплавкими припоями, так как они легко разлагаются, сгорают и испаряются.
Коррозийные флюсы для пайки состоят из фторидов и хлоридов металла, неорганических кислот. Они способны разрушать любые стойкие пленки цветных и черных металлов, поэтому эффективны при пайке любым способом. Применяются коррозийные материалы в виде водных растворов в пастообразном и твердом состоянии.
Кислотная (активная) группа
Активные флюсы делают на основе соляной или ортофосфорной кислоты, в редких случаях – фтористоводородной кислоты, в их состав может входить хлористый цинк, хлористые или фтористые металлы. Такие флюсы еще называют коррозионными.

Активный флюс хорошо растворяет оксидную пленку, но его остатки могут разъедать металл. Для пайки радиоэлементов, плат такие составы надо применять с осторожностью, тщательно удаляя остававшуюся пленку. Обычно их используют для коррозионностойких сталей, меди и ее сплавов, оцинкованного железа, никеля, нихрома.
Как правильно выбрать флюс
Для того чтобы правильно выбрать флюс паяльный, необходимо учитывать следующие критерии:
- Материал спаиваемых поверхностей – если спаивают детали из латуни, черных металлов, хрома или никеля, то используют буру, борную, соляную или ортофосфорную кислоты. Если планируется паять чувствительные к перегреву радиодетали, используют легкоплавкие низкотемпературные флюсы: канифоль и ее спиртовые растворы, гели.
- Удобство нанесения – при пайке печатных плат, мелких радиодеталей используют жидкие и гелеобразные вещества,
- Безопасность для здоровья – наиболее безопасны гелевые марки флюсов. Лидерами в списке вредных и потенциально опасных веществ данного вида являются кислоты.
Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
 Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Общие свойства и характеристики

Добытый известняк на территории стран бывшего СНГ светлого цвета, в основном белый. Но и существую залежи с разными оттенками серого или коричневого. Это зависит от процента содержания в нем химических элементов.
Наиболее крепкий и кучный это известняковый камень. Перед использованием в доменной печи, его группируют. Мелкая фракция раньше не использовалась, но в данное время ее начинают все больше применять в промышленности.
Хотя она и не имеет высоких показателей прочности. Как промышленный флюс ее можно применять только, если она попадает в печь совместно с агломератом.
Размеры промышленного флюса четко утверждены и колеблются в пределах 25-130 миллиметров. Так как при добыче известняка, он получается различных размеров, после доставки его на производство он проходит процесс дробление.
В результате этого и достигаются конкретные габариты. Оксиды, как основной компонент известняка имеют весомое значение. Наилучший вариант, это когда процент их содержания невысок.
Так как при большом проценте содержания они в процессе плавления просто будут превращаться в твердое не распадающееся вещество. Этот осадок ни имеет никаких показаний к применению и является нецелесообразными отходами.
Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.

Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства. Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.