Сварочные электроды: виды и классификация
Сварочные электроды: виды и классификация

Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
- Назначение сварочных электродов
- Какие бывают электроды для сварки
- Классификация электродов согласно ГОСТу 9466-75
- Виды электродов по назначению
- По толщине покрытия
- Типы покрытия электродов
- По пространственному расположению наплава
- По виду и полярности тока
- Из чего состоит электрод для сварки
- Плавящиеся и неплавящиеся электроды
- Электроды для точечной сварки
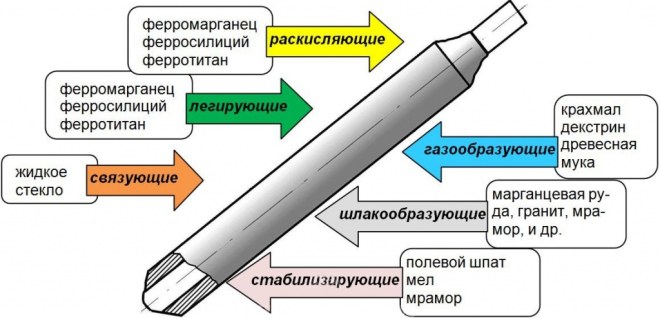
- Виды и состав обмазки сварочных электродов
- Правила маркировки
- Сушка и прокалка электродов
- Как научиться варить
Как работает электрод?
Начиная работу с электродом, сварщик размещает один его конец в электрическом держателе, который служит одним сетевым контактом, идущим от трансформатора. Другой контакт цепи фиксируется на монтируемом элементе или рабочем столе, также проводящим ток.
При соприкосновении электрода с деталью происходит замыкание цепи. Работник держит его в приподнятом виде относительно поверхности, чтобы не создавать полноценное замыкание. То есть создаются условия образования электродуги, что защитит электрод от заливания, а трансформатор от сгорания. Качество сварки будет зависеть также от материала изготовления сварных электродов, что будет влиять на надежность пользования сварочным швом.
Во многих ситуациях электрическая дуга является неблагоприятным явлением, но при проведении сварочных работ она способствует расплавке металла, преобразует электрический ток в тепловую энергию. С помощью расплавляемого металла будут заделываться трещины, соединяться несколько деталей и пр. Почти у всех электродом имеется защитный слой, придающий присадочным материалам определенные характеристики. Внешнее покрытие электрода улучшает свойства плавки, служит защитой ванны для сварки от посторонних действий и попадания других предметов.
Особенности конструкций разных электродов
Присадочные материалы отличаются по сфере использования, от чего зависят все технические характеристики. Они также зависят от используемого материала в изготовлении сварочных электродов, который должен сочетаться с основой заготовки. Электроды могут производиться из чугуна, алюминия, разных сортов стали, меди и вольфрама.
Производители редко применяют металлы в чистой форме, часто добавляя в состав сварочных электродов легирующие компоненты для придания определенных свойств. На конструктивные особенности это оказывает незначительное влияние (кроме толщины и длины), в сравнении со сферами их использования.
Состав электрода
Сварочный электрод характеризуется простым строением, в его составе основными элементами является стержень, внешнее покрытие и контактный торец без обмазки. Разобравшись со строением сварного электрода, можно более детально разобраться с его характеристиками. У каждого составного элемента есть индивидуальные особенности, влияющие на качество полученного шва и область его использования.
Из стержня получается сварной шов. Он расплавляется под действием дуги и заполняет сварочную ванну. От толщины электродного стержня зависит глубина залегания шва, в том числе и применяемый размер ванны.
Длина материала позволяет более длительно вести непрерывный шов, что является важным на ответственных объектах (ведь из-за каждого разрыва снижается качество сварки). Главным параметром можно считать материал стержня, который должен соответствовать свариваемому изделию.

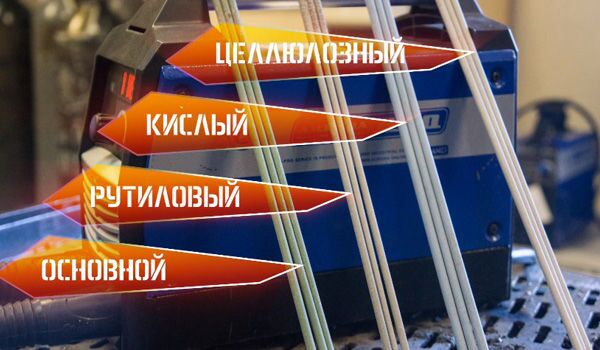
Тип покрытия электрода
Основной ролью покрытия является поддержание непрерывного горения электродуги. Выделяют следующие типы электродов:
- с рутиловым слоем. В основе таких электродов находится диоксид титана (рутиловый концентрат). При их применении имеется высокий риск появления трещин (в сравнении с кислым слоем), но конечный результат схож со спокойными сталями. При проведении сварочных работ почти отсутствует появление металлических брызг, работать можно при наличии ржавчины на рабочей поверхности;
- с кислым слоем. В состав покрытия на таких электродах входит кремний, марганец и железо. В этом случае у горячего металла на сварном шве появляется риск трещинообразования, но у него отсутствуют поры (даже при наличии на поверхности ржавых пятен);
- с целлюлозным слоем. В составе покрытия будет находиться около половины органических компонентов, из-за чего в нем содержится избыточное количество водорода. При использовании электродов с целлюлозным покрытием характерно появление плотного ровного валика. Это обеспечивает простоту их применения при вертикальных швах;
- с основным слоем, содержащим карбонаты и фтористые соединения. После того, как шовный металл остынет, он получается пластичным и вязким при механическом воздействии. Основное покрытие отличается высокой устойчивостью к появлению трещин, однако если на поверхности есть ржавчина, то существует большой риск к формированию пор;
- с ильменитовым слоем. Электроды с таким покрытием обладают усредненными характеристиками изделий с рутиловым и кислым слоем.
Между собой электроды отличаются толщиной покрытия, бывают тонкими и толстыми. С помощью тонкого покрытия можно создавать более стойкое горение дуги. Но у электродов с толстым слоем имеется много достоинств, из-за чего они характеризуются большим разнообразием сфер применения.
Как выбирать сварочный электрод?
Выбор сварочного электрода считается важной процедурой, в процессе которой следует учитывать следующие аспекты:
- правильный выбор внешнего слоя, в соответствии с рабочими условиями;
- максимальную схожесть материала покрытия с составом соединяемых элементов;
- правильный выбор толщины электродов в соответствии с мощностью устройства и нужной глубиной шва.
РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями.
Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице.

Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.

Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке. Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки.
Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
Принцип работы электрода для сварки 

Сварочные электроды зажигаются с контактного конца, где появляется электрическая дуга, расплавляющая под действием высокой температуры сам стержень, а также окружающее его пространство в металлических заготовках. Таким образом, в месте образования электрической дуги образуется ванна из расплавленного металла. Чтобы сделать шов и соединить две части заготовки, сварщик должен перемещать спиралевидными движениями, для лучшей связи вещества, ванну по контуру, где должен проходить шов. Благодаря этому, пик температуры будет смещаться, расплавляя еще несоединенные элементы, а то место, где уже ванна бала заполнена металлом, остывает, образуя неразъемное соединения.
Покрытия
Электроды для сварки имеют несколько видов покрытий, отличающиеся по своему составу и свойствам. Основными из них являются:
- Кислое, состоящее из оксида железа, марганца и кремния. При использовании его на металле могут образовываться трещины, когда тот находится в горячем состоянии. При этом шов будет защищен от образования пор, что иногда является более важным моментом. Они хорошо работают даже на ржавом металле.
- Рутиловое, состоящее из диоксида титана, или рутилового концентрата. В данном случае образование трещин становится еще более вероятным. Металл при сварке практически не разбрызгивается и полностью входит в шов. Здесь также нет проблем с образовавшейся ржавчиной, так как она не влияет на образование шва.
- Ильменитовое, свойства которого являются средним значением между рутиловым и кислым.
- Основное, состоящее из карбонатов и фтористых соединений. Это покрытие придает пластичности металлу, а также делает его вязким при механических ударах. Шов получается стойкий к появлению трещин, но если на поверхности будет ржавчина и прочие посторонние предметы, то внутри могут появляться поры и прочие негативные элементы.
- Целлюлозное, в состав которого входит до 50% органических элементов, что обеспечивает высокое содержание водорода. Валик шва получается достаточно плотным, что отлично подходит для проведения вертикальной сварки.
Покрытие электродов для сварки
Сварочные электроды-маркировка и значение
Все сварочные электроды имеют свою особую маркировку. За буквами и цифрами скрываются свойства материала, что помогает определиться с выбором и понять, какие именно материалы перед вами находятся. Понять принцип легче всего на примере. Сварочные электроды с маркировкой Э46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 означают, что:
- Э-46 – тип изделия. В данном случае предназначается для сварки низкоуглеродистых и углеродистых сталей. Предел прочности при разрыве равняется 46 кгс/мм 2 .
- ЛЭ3АНО-21 – марка электрода.
- У – назначение. Используется для сварки низкоуглеродистых и углеродистых сталей пределом прочности на растяжение до 588 МПа (60 кгс/мм 2 ).
- Д – коэффициент толщины покрытия. Толстое 1,45-1,8.
- Е – обозначение наличия покрытия.
- 43 – предел прочности во время растяжения, который здесь достигает 430 МПа (44 кгс/мм 2 ).
- 1 – удлинение относительное – 20%.
- (3) – минимальное значение температуры, которая еще может оставлять вязкость металла в 34 Дж/см 2 , в данном случае – 20 градусов Цельсия.
- РЦ – целлюлозное покрытие.
- 1 – предназначается для всех положений;
- 3 – можно варить постоянным током обратной полярности и переменным. Холостой ход трансформатора около 50 В.
Выбор сварочного электрода
Сварочные электроды во всем своем разнообразии представлены на рынке очень широко, так что трудно порой сделать правильный выбор. Следует обозначить главные критерии, на которые стоит обращать внимание. В первую очередь это материал. Ведь материал электрода должен полностью соответствовать тому, с чем он сваривается. Теоретически сварить чугун электродом из нержавеющей стали, а также наоборот, вполне возможно, но высоким качеством это все не будет отличаться. Чем большая идентичность материала, тем лучше будет держаться шов.
Толщина электрода определяется оборудованием, на котором будут вестись работа, а также глубиной пролегания шва. Дело в том, что современные компактные аппараты могут работать, в среднем, с электродами толщиной до 3 мм. Поэтому, покупать более крупные не имеет смысла. Для промышленных аппаратов нет таких ограничений и они могут работать со всеми параметрами. Чем глубже нужно сделать шов, тем большей толщиной должен обладать электрод.
Сварочные электроды еще отличаются по сфере применения. Ведь есть не только стандартные плавкие, но и неплавкие, которые используются для резки металлов. Отдельным видом являются материалы для наплавки, что заполняют недостаток металла в различных частях машин. Твердосплавные электроды для наплавки также подбираются по материалу, для максимального соответствия.
Ручная дуговая сварка
Этот вариант сварки самый доступный и дает прекрасный результат. Процесс происходит следующим способом:
- сварщик вручную зажигает электрическую дугу;
- подает электрод по мере его оплавления в зону сварки;
- двигает дугу вдоль свариваемых деталей.
Электроды при этом виде сварки — это отрезки проволоки длиной 300 — 450 мм (в среднем), покрытые обмазкой. Дуга, проходя через электрод к свариваемому металлу, нагревает и расплавляет конец электрода, и металл попадает в зону сварки, перемешивается с расплавленным металлом кромок деталей, и образует “сварочный шов”. После сгорания электрода сварщик вручную его меняет, опять зажигает дугу и продолжает работу.

Таким образом, решается вопрос с “добавлением” металла в сварочный шов. А электродная обмазка, сгорая, решает проблему с защитой жидкого металла сварочной зоны от газов атмосферы. Из этой специфики метода вытекают и его минусы:
- Увеличение трудоемкости из-за необходимости очистки швов от шлака;
- Более медленный процесс из-за ручной замены электродов.
- Самый простой способ сварки;
- Его можно использовать в удалённых и труднодоступных пространствах.
Вместо заключения
Теперь вы знаете, из чего сделаны электроды для сварки, и какие типы электродов существуют. Мы также постарались дать несколько проверенных рекомендаций касаемо выбора и хранения электродов, чтобы вам было проще определиться с покупкой. Поначалу вам будет казаться, что это очень сложная тема и что вы никогда в ней не сможете разобраться из-за большого количества различных марок. Но, поверьте, со временем вы осознаете, что это одна из самых простых тем в сварке. Желаем удачи в работе!
Классификация
Классификация электродов электрохимические. 1-го рода — металлические или газовые, погруженные в раствор электролита, содержащего ионы материала. Такие оборотные до сих ионов. Напр. на серебряном Е.Е. Ag | Ag + происходит потенциалотвирна реакция: AgDAg + + 1ē. В газовых электродах электрохимических роль металла должны играть электрохимические активные газы (водород, хлор, кислород и др.), но они не являются электронными проводниками тока, поэтому электрический контакт в газовых электрохимических электродах осуществляется с помощью инертных металлов (платины, золота, палладия), которые служат передатчиками электронов от молекул газов к ионам раствора и наоборот. Например, хлорный электрод Pt, Cl2 | Cl- представляет собой платиновую пластинку, которая погружена в раствор с Сl — ионами и омывается равномерным потоком газа Cl2 с давлением РCl2. Газ Cl2 адсорбируется на платиновой пластинке, затем распадается на атомы Clадс, которые уже принимают непосредственное участие в электрохимической реакции: Cl2 2arrow.eps 2Clадс 2arrow.eps 2Cl- + 2ē.
К электродам 1-го рода относятся также амальгамные, например, натриевый амальгамный, в котором роль металлического ингредиента играет амальгама натрия. На таком Е.Е. потенциалотвирна реакция проходит следующим образом: Na + + ē (Hg) 2arrow.eps Na (Hg).
Электроды электрохимические 2-го рода — это металлы, покрытые слоем своей труднорастворимые соли и погружены в раствор электролита, содержащий общий анион из труднорастворимых солью. К этой группе относятся электроды сравнения — хлорсеребряный (Ag, AgCl | Cl-), каломельный (Hg, Hg2Cl2 | Cl-), сульфатртутний (Hg, HgSO4 | SO42-). Потенциалообразущая реакция, например. на хлорсеребряный Е.Е., проходит следующим образом: AgCl + ē 2arrow.eps Ag + Cl-.
Электрохимические электроды 3-го рода — это металлы, покрытые двумя слоями двух труднорастворимых солей. Первая соль меньше растворимый, чем вторая, и содержит катион металла электрохимический электрод. Вторая соль больше растворимый, чем первая, удерживает тот же анион, что и первая. Например, оксалатный электрод 3-го рода Ag, Ag2C2О4, CaC2O4 | Ca2 +.
Потенциалотвирна реакция на таком Электрохимические электроды проходит следующим образом: Ag2C2О4 + 2ē + Са 2+ 2arrow.eps 2Ag + CаС2О4. Окислительно-восстановительные электрохимические электроды (Редокс-электроды) — это металлы, материал которых не участвует в электрохимической реакции, а лишь выполняет роль передатчика электронов от восстановленной формы к окисленной или наоборот. Напр .: Fe3 + + 1ē 2arrow.eps Fe2 +. В такой реакции окислительно-восстановительный Е.Е. осуществляет перенос электронов между этими ионами.
где аокис., авидн. — активность окисленной и восстановленной форм соответственно; n — количество электронов, которая участвует в окислительно-восстановительной реакции.
Модифицированные электрохимические электроды, поверхность которых модифицируют с помощью физических или химических методов с целью придания ей определенных характеристик. Например, при физической модификации проводят ионную имплантацию, разрыхление поверхности или выращивания на ней монокристаллических структур и тому подобное. При химической модификации поверхности электрода покрывают органическими, металлоорганическими или неорганическими слоями, создают на поверхности. Композиты с электродных материалов, изменяют химический состав поверхности устройства тому подобное. В частности, химической модификацией поверхности ионоселективных видов с функциями неорганических ионов были получены ионселективные электроды с функциями органических ионов лекарственных веществ: прокаина, лидокаина, диклофенака натрия и др.
Конструкции и размер электрохимические электроды разнообразны. Они бывают в виде стержня, пластинки, шарики, сетки и т.п. Поверхность ультрамикроелектродив не превышает 10-14 м2. Е.Е., которые используют в электроаналитические методах анализа, имеют поверхность около 10-5 м2; электроды, которые используют в электрохимическом синтезе лекарственных веществ, например, глюконата кальция, имеют поверхность более 10-2 м2.
см. также Ионоселективные электроды.
Особенности покрытий
Состав и толщина используемых покрытий оказывает непосредственное влияние на такие показатели как стабильность электродуги, вязкость расплавленного металла, а также шлака, особенности поведения металла при переходе в сварочную ванну и прочее.
Химический состав покрытия
Выделяют следующие виды покрытий в зависимости от входящих в его состав компонентов.
Рутиловые
В их основе – минерал рутил, который составляет основную часть покрытия, остальные компоненты — это кремнезем, карбонат магния или кальция, ферромарганец. Электроды с рутиловым покрытием отличаются тем, что переход металла в сварочную ванну происходит с минимальным разбрызгиванием. Шов получается ровным, характеризуется легким отделением окалины, что способствует высокому качеству выполняемой работы. Рутиловые электроды также обеспечивают повторное легкое зажигание дуги, делая процесс сваривания более быстрым. Также к достоинствам такого покрытия относится то, что оно безопаснее для здоровья сварщика.
Рутиловые электроды бывают не только чистого типа, но еще и смешанного: рутилово-основные, рутилово-целлюлозные, рутилово-кислые. Вся совокупность электродов с рутиловыми покрытиями позволяет работать практически с любыми видами швов.
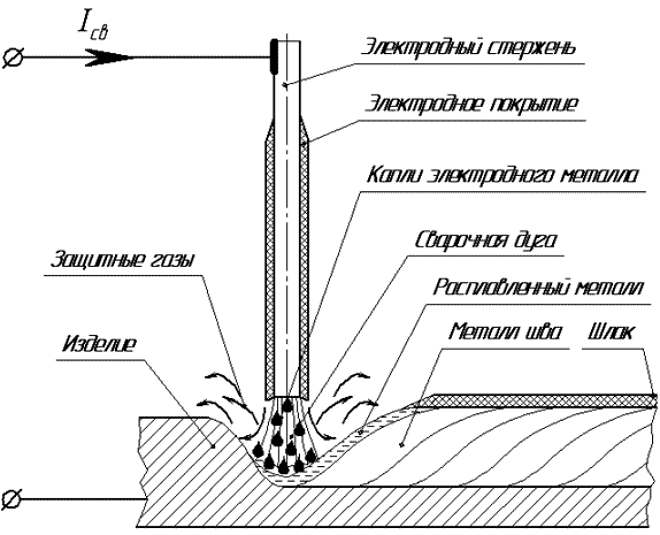
Схема сварки покрытым электродом
Основная особенность покрытий этого вида – создание в процессе сваривания большого объема газов и небольшого процента шлаков, что весьма удобно при варке вертикальных швов. Электроды с целлюлозным покрытием могут включать в свой состав органические смолы, тальк, собственно целлюлозу и разные ферросплавы. Единственным недостатком такого покрытия является низкая пластичность металла шва, которая вызвана большим объемом водорода, выделяющимся при сгорании органики, а также повышенная разбрызгиваемость металла.
Основные
В состав таких электродов входят карбонаты магния и кальция, в качестве которых чаще всего выступают мрамор, доломит и магнезит. Лучше всего сварочные работы на таких электродах выполнять при постоянном токе, поскольку при переменном добавляемый в такие электроды (для разбавления шлака) плавиковый шпат может ухудшать качество шва. Но при небольшом количестве плавикового шпата в составе покрытия вполне допускается работать с переменным током.
Электроды с основным покрытием используют при сваривании ответственных стальных конструкций, так как металл получаемого шва обладает высокой пластичностью. К особенностям при работе с такими электродами можно отнести тот факт, что швы получаются довольно грубыми и выпуклыми. Хранить их необходимо в сухом месте, потому что электроды такого типа отличаются высокой гигроскопичностью.
С железным порошком
Внедрение в состав покрытия железного порошка значительно увеличивает производительность труда. Проплавляющая способность дуги увеличивается, что положительно сказывается на качестве сварки соединений с повышенными или неравномерными зазорами, а также облегчает повторное зажигание дуги.
Кислые покрытия
Эти электроды покрываются оксидами железа и марганца, которые выделяют в сварочную дугу значительный объем кислорода. Это уменьшает поверхностное натяжение, придавая металлу большую тягучесть, повышая тем самым ее температуру и делая расплавленный металл более текучим. Что благоприятно сказывается на скорости работы, но повышает опасность подрезов.
Также марганец образует опасные оксиды, которые отрицательно влияют на здоровье сварщика, поэтому в последнее время такие покрытия заменили на рутилово-кислые.
При выборе сварочных электродов следует обязательно учитывать состав их покрытия, вид которого указан в маркировке.
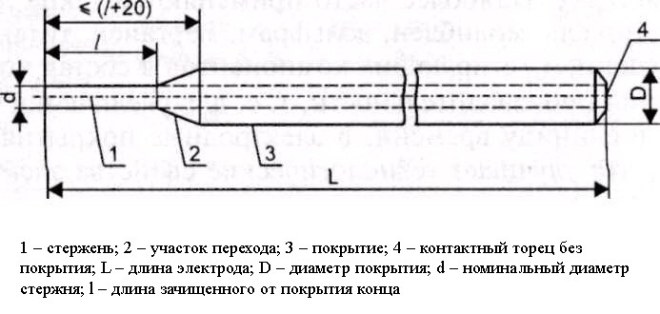
Схема сварочного электрода
Толщина покрытия электродов
ГОСТ 9466-75 регламентирует разделение электродов на несколько типов по толщине, отталкиваясь от соотношения внешнего диаметра электрода D к диаметру стержня d.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия

Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.

Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.